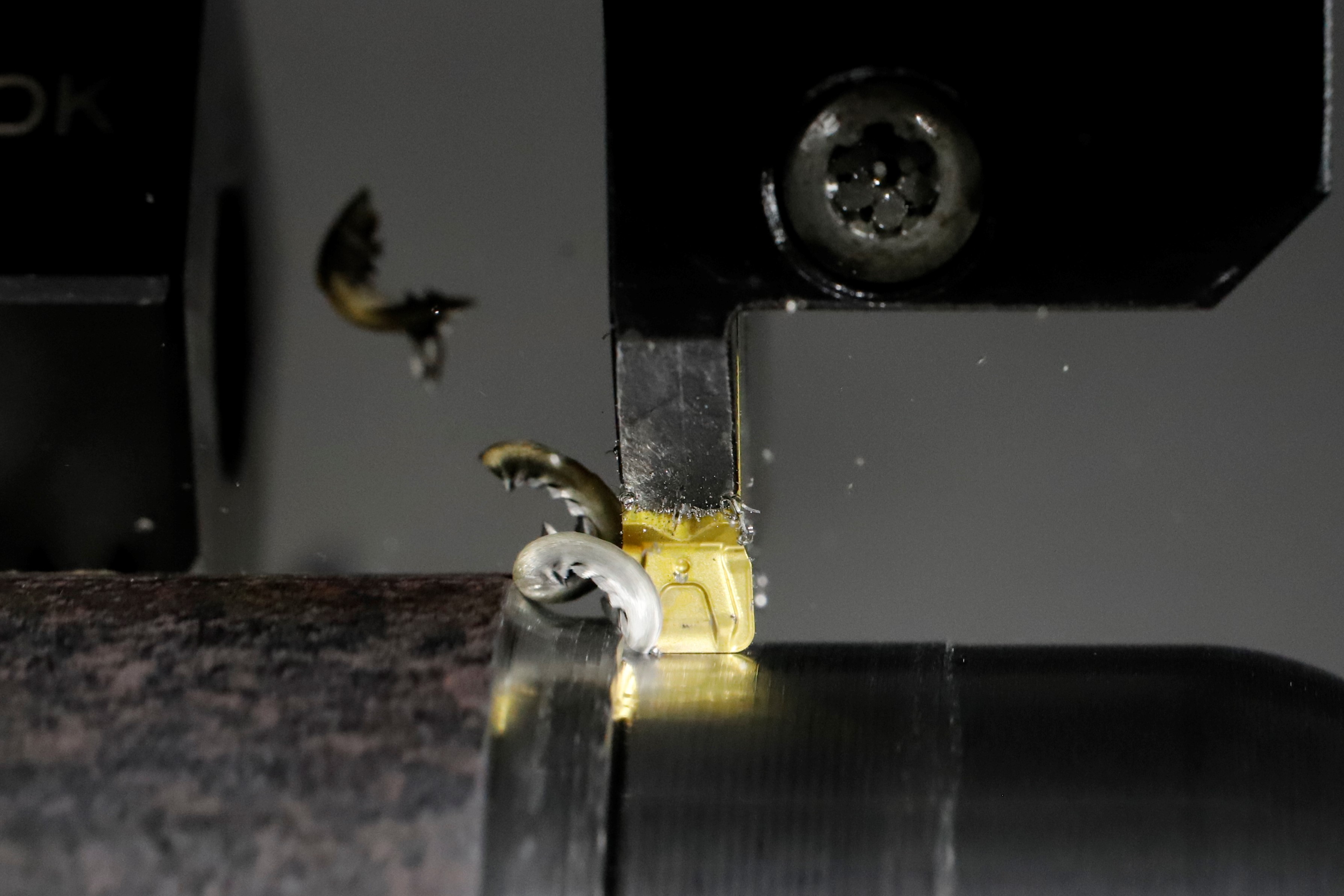

Dormer Pramet has expanded its GL assortment for parting-off and deep grooving applications with a range of tools, double-edged inserts and geometries. The additions provide new tooling options for small part machining and grooving with a shorter overhang. These tools support copy profiling and longitudinal turning in a variety of materials.
The move follows the company’s development of its parting-off and grooving range in November 2019, when Dormer Pramet introduced the 25 mm GL insert and the G8330 PVD grade to provide a versatile and stable option when machining steel, stainless steel and cast iron.
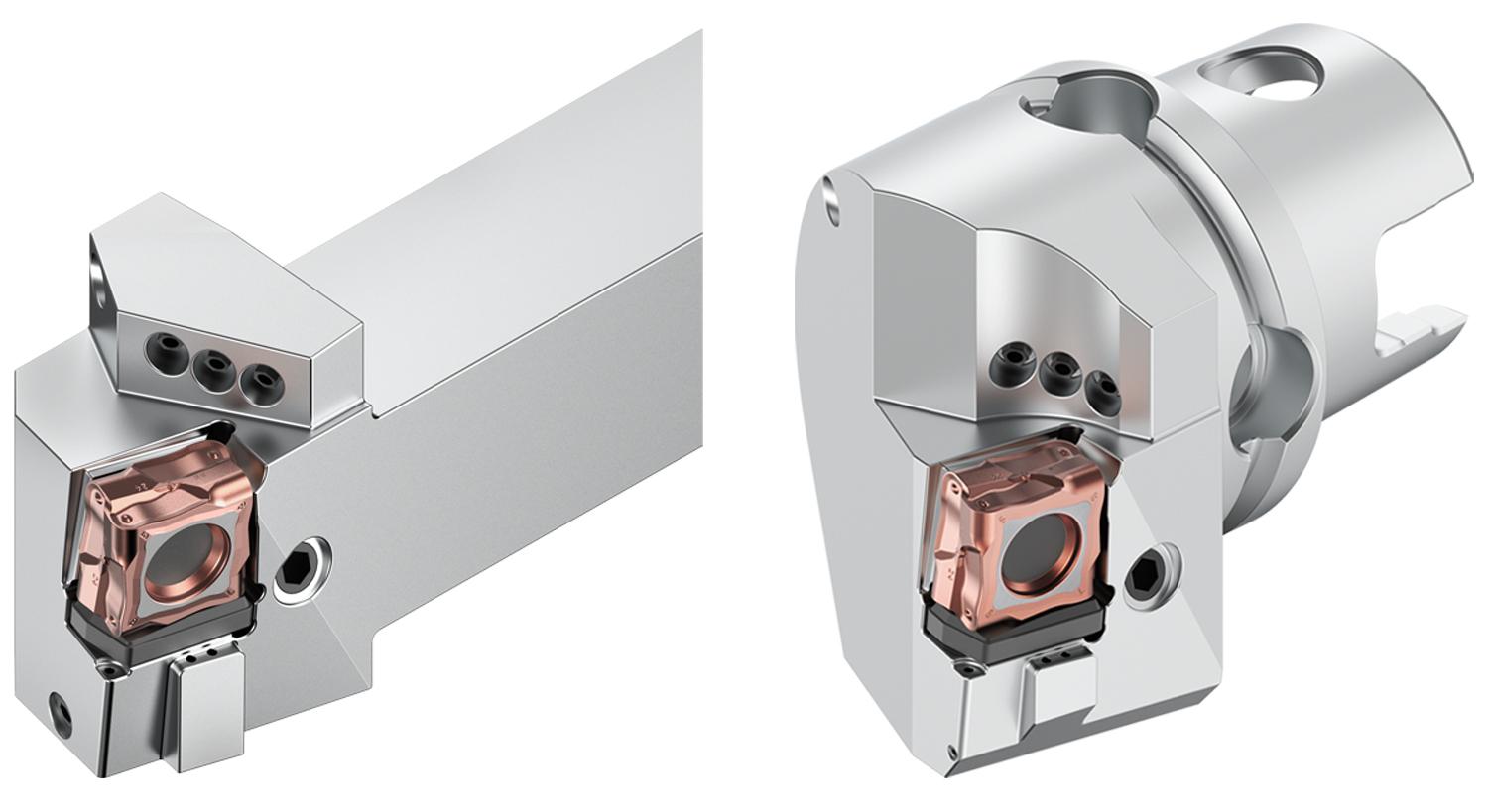
These latest tools include new 12×12 holders to support additional radial operations, accommodating various insert widths and depth-of-cut capabilities. A reinforced brace design provides high rigidity and vibration resistance for good-quality surface finish.
Users can also benefit from set-up time savings due to an easily accessible clamping screw [30° angled] and a one-hand insert replacement feature.
The new Pramet tool holders include the universal GLSF (RL) EXT for an overhang of 24-32 mm and the GLSF (RL) EXT-G for grooving operations with a 10-12 mm overhang. GLSF (RL) EXT-S is the shank tool option and suitable for small parts machining and Swiss lathes. The long GL insert, which achieves 60% deeper capacity over the previous LCMF16 insert, is also now available in two new geometries, GM and MM. Both feature a positive T-land for prolonged tool life due to low cutting forces and reduced risk of built-up edge.
With a round cutting edge, the MM geometry is suitable for turning and copy profiling operations, while the GM geometry is for grooving and longitudinal turning.
For further information
www.dormerpramet.com