Walter’s Tiger·tec Silver WSM45X indexable insert grade – for cutting ISO S (titanium and heat-resistant alloy) and ISO-M (austenitic stainless steels) materials – is now available for the company’s Xtra·tec XT range of M5130 shoulder milling cutters, M5468 copy milling cutters, M5008 high-feed milling cutters, and BLAXX F5041 and F5141 shoulder milling cutters.
According to Walter, the combination of special substrate, which is wear-resistant yet tough, and aluminium oxide coating is the only one of its kind on the market, ensuring a high level of process reliability. The coating protects the substrate against excessive heat and is extremely smooth, enabling a high level of productivity and superior resistance to the formation of build-up on the cutting edge. Walter says that this capability makes the Tiger·tec Silver WSM45X grade a proven problem-solver, particularly when it comes to roughing titanium alloys in the aerospace industry and when machining stainless steel.
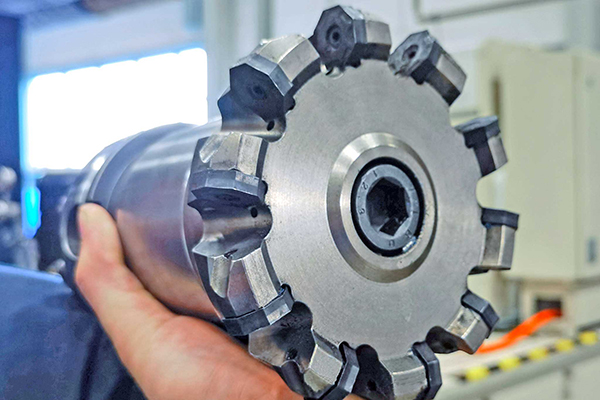
The two-tone Tiger·tec Silver coating is designed to ease the detection of edge wear. Typical components machined using the WSM45X grade include exhaust turbochargers, turbine blades and titanium structural components for the aircraft industry.
In addition to the new programme extension, the Tiger·tec Silver WSM45X range of inserts is already available across the previously launched Xtra·tec XT and M4000 universal milling system platforms, which include face milling cutters, shoulder milling cutters, high-feed milling cutters, octagonal insert and copy milling cutters.
For further information
www.walter-tools.com