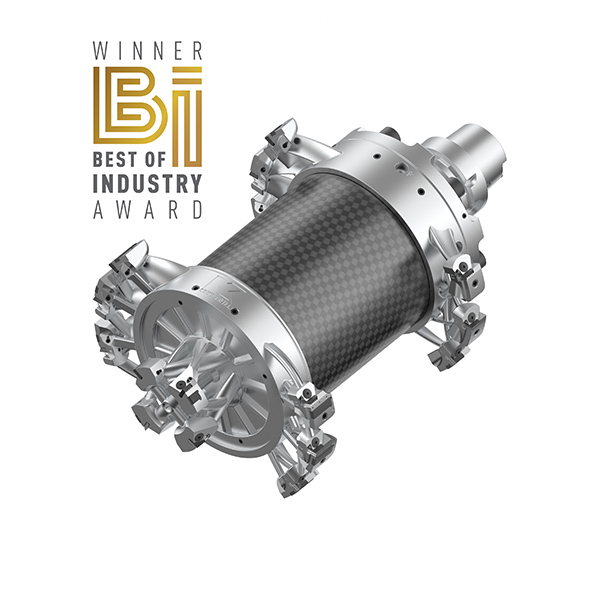

Kennametal has introduced its next-generation 3D-printed stator bore tool for the machining of aluminium engine housings for electric vehicles. This latest version of the tool features a newly designed arm structure, a larger centre tube made of carbon fibre and a further weight reduction of greater than 20% over the original design. The complex tool is capable of machining three large diameters in just one operation, saving set-up time and machining time for automotive component manufacturers, while delivering high accuracy and surface qualities.
The newly redesigned tool recently won MM MaschinenMarkt’s Best of Industry Award in the Production and Manufacturing category based on votes by readers and industry experts.
“As our automotive customers expand their offerings of hybrid and electric vehicles, we continue to respond to their need for lighter weight tooling solutions,” says Ingo Grillenberger, product manager at Kennametal. “By leveraging advanced manufacturing techniques like 3D printing, we’ve reduced weight a further 20% over the first-generation tool, while improving chip control and increasing tool rigidity – innovations that help our customers machine faster and more efficiently.”
Machining three diameters in one operation, the stator bore tool ensures the alignment and concentricity of the machined surfaces, while reducing cycle time significantly. The lightweight 3D printed combination tool enables a faster tool change and spin-up even on less powerful machines. According to Kennametal, the surface specifications and component tolerances are achieved without constraints.
Hassle-free chip removal arrives by means of aerofoil-shaped arms with through-coolant to ensure precise and powerful coolant supply to the cutting edges and guide pads. This capability would be difficult or impossible to produce economically with traditional manufacturing, but 3D printing enables Kennametal to realise even complex internal features.
For further information
www.kennametal.com