With its shell-type cutter,Mitsubishi Materials has adapted to the latest recognised approach for milling titanium alloys. To emphasise the strength, high power and large metal removal capability, the company has recently expanded its ASPX series with two integrated HSK single-piece shank types. The new types are an HSK-A100 and an HSK-A125, both with 80 mm cutting diameter bodies.
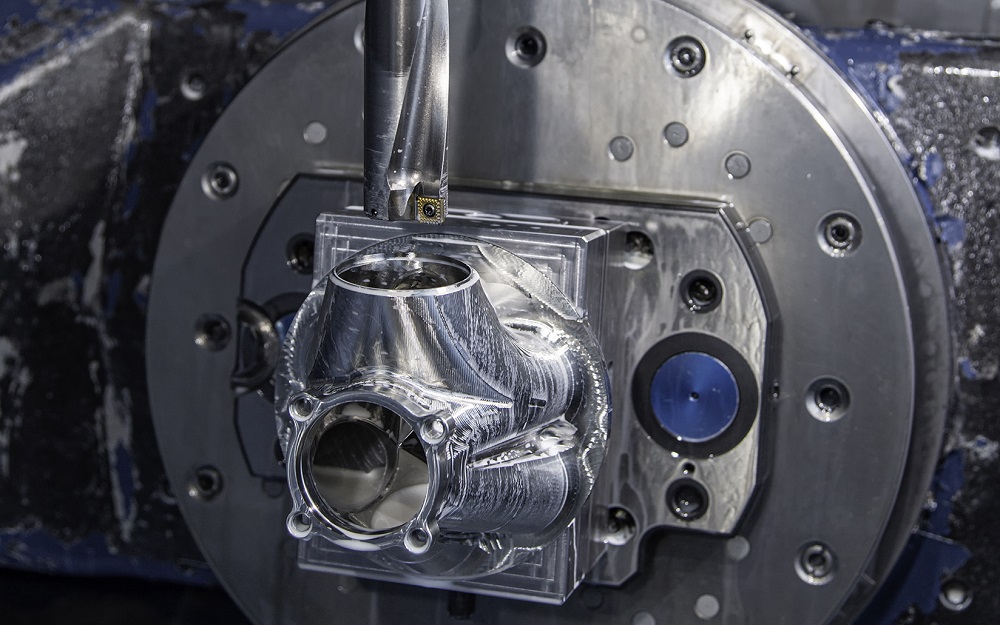
The HSK shank encompasses a central through-coolant channel that feeds internally to each insert pocket, thereby providing coolant directly to the insert face. This direct coolant approach makes it possible to maintain feeds rates and extend tool life, even under the most demanding of deep-side and slot-milling applications.
ASPX series cutters now have a new grade, MP9140, to add extra performance and reliability. MP9140 is made from an enhanced super-fine cemented carbide substrate for increased toughness that also retains hardness for longer tool life. Using the (Al-Ti)-N coating method ensures optimal resistance to wear and heat. According to Mitsubishi Materials, the combination of these properties provides excellent fracture resistance and a very low coefficient of friction, delivering the welding resistance necessary to machine modern titanium alloys successfully.
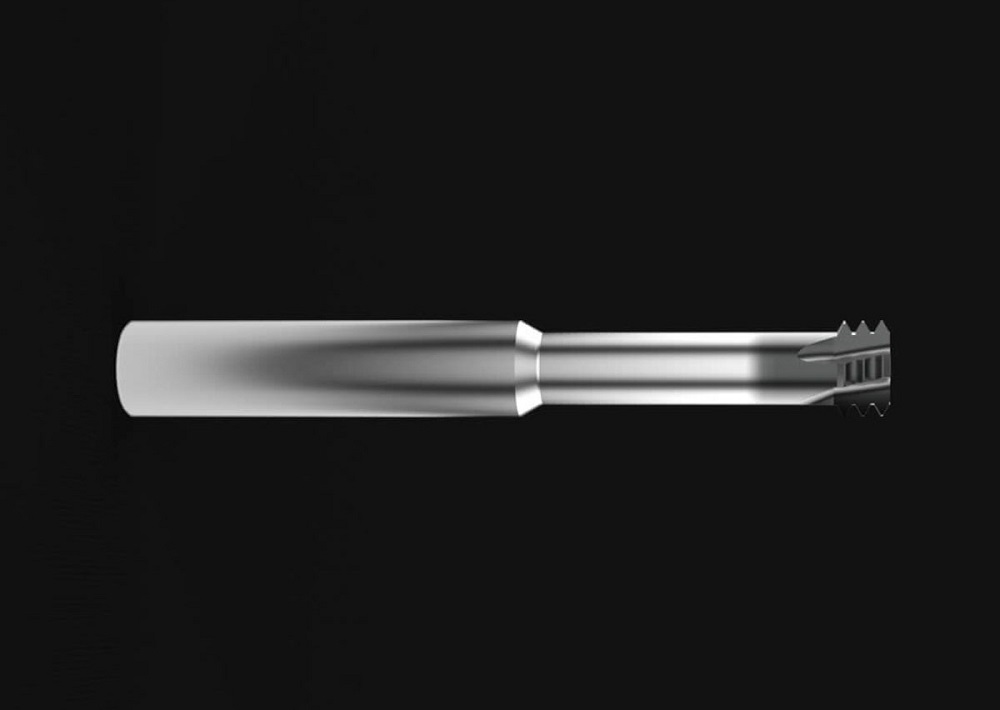
The cutting edge geometry features a high rake edge to ensure a smooth but strong cutting action.
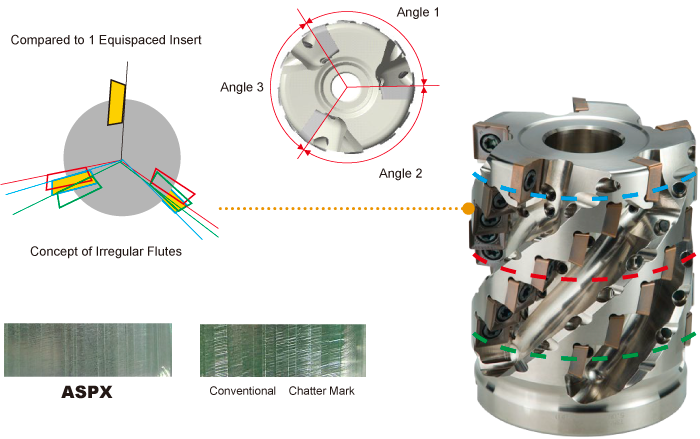
ASPX series cuttersare able to utilise the positive effects of the modern roll-into cutting approach. The roll-into cutting strategy controls sharp increases in cutting loads and prevents sudden chipping of inserts. Also, when utilising a climb milling direction of cut, roll-into is effective at almost eliminating the usual vibrations associated with the conventional direct approach.
ASPX cutters are available in a shell type in sizes 50, 63 and 80 mm diameter.
For further information www.mmc-hardmetal.com