Founded in 1946 as a radio and TV repair shop, Howells Railway Products has travelled a long way since its early days. Today the company has an extensive list of marque clients that include household names like Siemens, Network Rail, Alstom, Transport for London, Bombardier, Babcock Rail and others. To work at the cutting edge of technology, Howells Railway Products has added a new 40,000 sq ft CNC machine shop with 26 Haas machine tools and cutting tools from Industrial Tooling Corporation (ITC).
The company has worked with ITC since 2018. A recent project saw ITC introduce the Widia line of indexable cutting tools with modular drills and high-feed shell mills on CLA3 alloy steel castings (end bracket components for rail stretcher bars).
A 63 mm Widia M8065HD face mill set about removing 6 mm of excess casting stock in a single pass as part of a facing and shoulder milling process. With the previous high-feed face mill removing material at a rate of 1mm per pass, the M8065HD significantly improved cycle time.
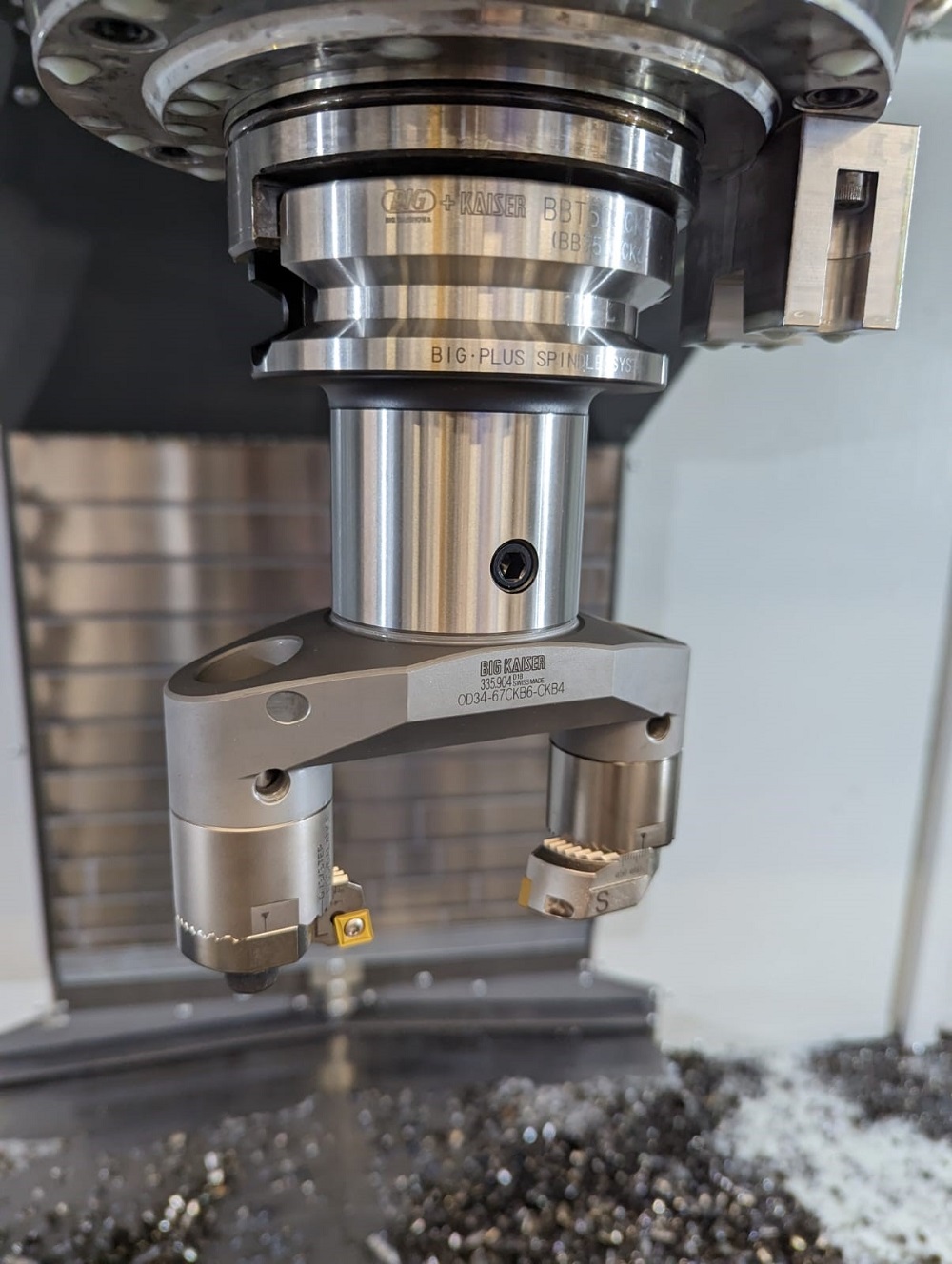
Always looking to take productivity gains to the next level, ITC then introduced the benefits of aBig Kaiser system to the end bracket components, helping to produce an 88.1mm diameter bore at a depth of 65mm. Previously performed using a 50mm diameter indexable shell mill helical interpolating inside the bore, the process took 3 minutes 30 seconds.
The idea to change the process from helical interpolation to a plunging application paid dividends using a Big Kaisertwin-bore tooling system (SW rough boring head). Howells Railway Products runs the twin-bore head at 542rpm and 81mm/min feed rate, reducing the cycle time by 2 minutes 50 seconds per part.
For further information www.itc-ltd.co.uk