In the field of aluminium machining, operators often look for more specialist tools as their requirements are typically very specific. Now, with the new DC166 Supreme, Walter is demonstrating just how special a standard drill can be.
This solid-carbide drill with internal coolant is for machining aluminium and other ISO N materials, which is why it boasts certain distinctive features. All the key surfaces on the drill – such as flutes, lands or clearance angles – are polished, reducing friction and preventing adhesion when machining the highly adhesive material. The effect is greater tool life and process reliability.
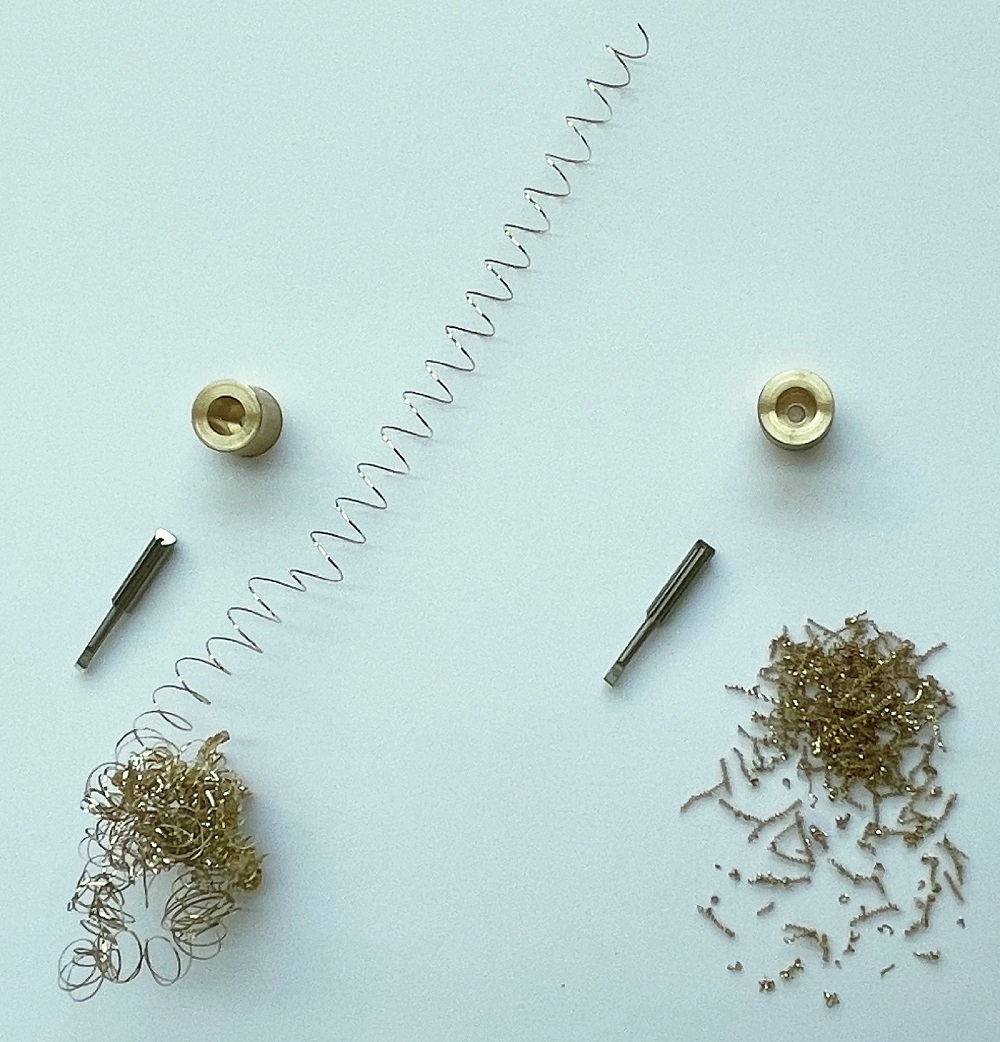
According to Walter, the patent-pending thinner web of the DC166 Supreme is like nothing else on the market. It prevents built-up edge, improves chip removal and enhances the supply of cooling lubricant.
The company says that its design facilitates high cutting speeds in conjunction with drilling quality, especially in terms of hole roundness and surface quality. Walter’s DC166 Supreme is suitable for use with emulsion, oil or minimum quantity lubrication (MQL), at depths up to 5xD with a diameter of 3 to 12 mm.
By having the Walter DC166 Supreme available as standard, Walter can quickly show the drill’s performance in action to potential users. At the same time, the company offers the drill as a special tool (up to 30xD in diameters from 3 to 20 mm) via the Walter Xpress Service. This service provides a shorter delivery time of two weeks maximum. The DC166 Supreme is of interest for all areas of application involving ISO N materials, especially the automotive sector and aircraft manufacturing.
For further information www.walter-tools.com