The Widia VariMill range of solid-carbide end mills, available in the UK from Industrial Tooling Corporation (ITC), is seeing yet another evolution with the arrival of the new high-performance machining line of VariMill Chip Splitter end mills.
Suitable for cutting materials in ISO groups P, M, K, S and H, the new series is a high-performance tool that ITC says delivers exceptional material removal rates. The Chip Splitter series is for high chip control in dynamic milling, ramping, helical interpolating and side milling at high speeds and feed rates. This capability enables the tool to run with a longer axial depth of cut while diving into deep pockets in high-temperature alloys, steel and stainless steel. The Chip Splitter series is available as a five- or seven-flute variant with Widia’s WP15PE and WS15PE carbide grades to accommodate the machining of various materials.
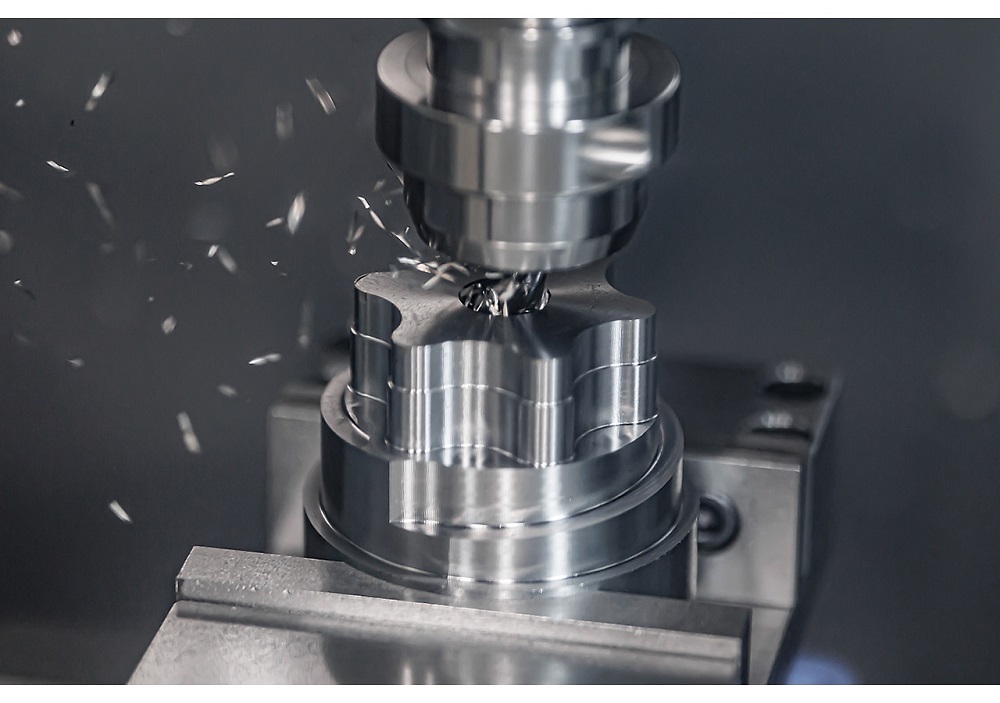
Widia’s VariMill Chip Splitter offers features that improve chip evacuation by breaking the chips into small segments. This simplifies swarf removal from the work area and significantly improves cutting speeds and feeds when processing small pockets up to 5xD, or when machining at full depth of cut.
The seven-flute end mills are available with a straight or Weldon shank in 3xD or 5xD variants. Straight-shank 3xD end mills are available in 10, 12 and 16mm diameters with the Weldon shank designation also offering a 20 mm diameter variant. The 3xD tools have a flute length from 32 to 50mm with an overall length of 80 to 110 mm. Similarly, the 5xD plain shank variant is available from 10 to 16mm diameter with the Weldon shank also offering a 20mm diameter variant.
For further information www.itc-ltd.co.uk