Cutting tool technology specialist TaeguTec has launched its WIN-MILL series, featuring the CVKT line of inserts and cutters for miniature machining applications. This comprehensive solution addresses the increasing demand for high-performance, cost-effective tooling in the precision manufacturing sector, offering diameter ranges from 6 to 20 mm.
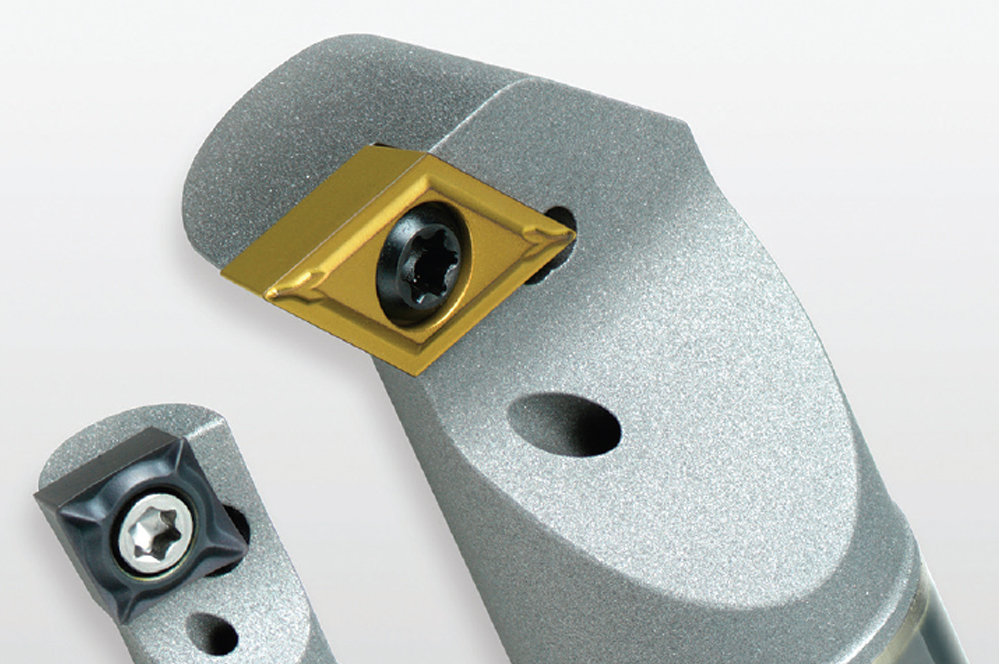
TaeguTec says the WIN-MILL series represents a significant advancement in miniature end mill technology, featuring indexable inserts that provide higher performance than traditional carbide end mills. The system’s design incorporates innovative V-shaped, two-corner inserts that enhance stability and precision across various applications, including shouldering, high-feed milling, straight ramping, helical ramping, slotting, profiling and cavity machining.
Central to the WIN-MILL’s performance is its V-bottom contact design, which maximises clamping stability between the insert and cutter pocket. This novel approach ensures machining stability during demanding operations such as ramping and high-feed machining, while maintaining the precision necessary for miniature applications. The improved contact geometry offers enhanced rigidity compared with conventional designs, enabling more aggressive machining parameters and longer tool life.
The series offers productivity improvements through its optimised tooth configuration. Unlike traditional designs that typically accommodate only one or two inserts per tool, the WIN-MILL series maximises the number of available cutting edges. For instance, a 10 mm diameter cutter features three insert pockets compared with the industry standard of two, increasing productivity by up to 50% in certain applications. This increased tooth count provides four, five and seven insert positions on cutters ranging from 12 to 20 mm in diameter. When combined with a larger core diameter of the tool, end users experience improved rigidity and stability during machining operations.
More information www.taegutec.com