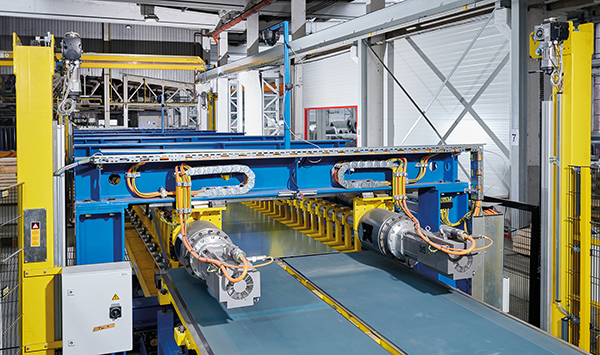
A £1m investment in a new press line is helping one of the UK’s leading sheet metalwork specialists diversify into larger projects and higher volumes. BPL Engineering Group (BPL) has strengthened its strategic partnership with Worcester Presses by installing a 600-tonne Yeh Chiun hydraulic press, one of the largest it has ever commissioned.
The decision, which follows the success of a 300-tonne H-frame press purchased four years ago, gives the Kings Norton-based firm access to a machine that offers an increased bed size (2500 x 1500 mm), crucial for going after stampings destined for the automotive, aerospace, rail and other sectors.
Worcester Presses has also installed remote monitoring in addition to its maintenance and service package.
“Our expertise lies in supplying stampings and assemblies to OEMs like Jaguar Land Rover, Lotus and Aston Martin, ranging from prototype projects to production volumes,” explains Matt Adams, operations director at BPL. “This complete service has seen sales increase rapidly past £6m and our latest collaboration with Worcester Presses gives us additional capacity and a larger world-class press to take on different types of work. The machine, which was installed as part of a three-month factory reconfiguration project, allows us to target larger stampings in various material grades, including aluminium, mild steel, structural steel, stainless steel, brass and copper.”
Russell Hartill, managing director of Worcester Presses, was delighted with the faith BPL has put in its capabilities: “The 600-tonne Yeh Chiun is some press, delivering massive power, superb accuracy and repeatable quality, which is ideal for the type of work at BPL.”
For further information
www.worcesterpresses.co.uk