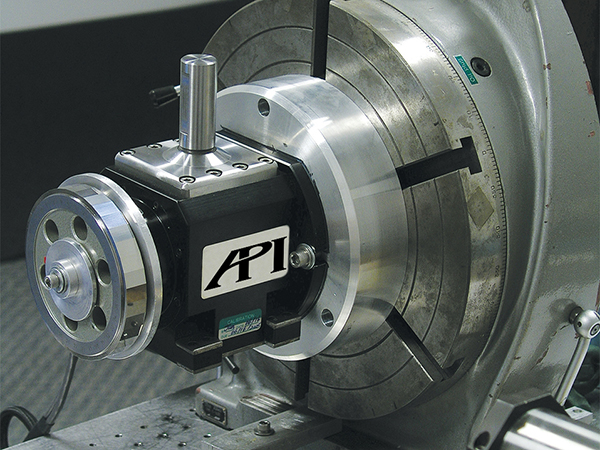
SwivelCheck from API measures and calibrates machine-tool rotary axes, tilt tables and pendulum axes. The instrument utilises a servo-driven motor in conjunction with an electronic level and precision rotary encoder to measure multiple parameters in a single set-up. Availability in the UK is via reseller OR3D Ltd.

API’s SwivelCheck can operate in automated or manual mode, and includes API’s Intellicomp software for control, data acquisition and reporting. The device can also be used in conjunction with the API XD laser interferometer to measure horizontal rotary table position. SwivelCheck can be mounted off-centre of the rotating axis to measure the swivel axis of trunnions without any need for the disassembly of critical machine-tool components.
According to the company, SwivelCheck is easy to set-up, offers ±400° swing and allows tilting axes to be checked at the spindle nose, thus offering true accuracy to be reported over systems that check at the motor and do not detect ‘lost motion’. The Intellicomp software provides a direct import of measured axis data to machine-tool controllers, allowing an update of system parameters for improved precision.
API says that SwivelCheck provides a tool to validate the performance of machine-tool rotary axes in general machine shops and at users of five-axis machining centres.
API founder and CEO, Dr Kam Lau, invented the laser tracker while working at USA’s National Institute of Standards and Technology (NIST) to allow industrial robot accuracies to be determined.
For further information www.apimetrology.com