
Given the intense competition between engineering subcontractors, it is often the businesses with unique selling points that stand out from the crowd. One such company is Washington, Tyne and Wear based RDS Precision Engineering. In addition to establishing a reputation for delivering on time and on budget, the busy company’s main differentiator is its highly developed quality ethos. To help ensure the premium quality of production output, regular investments are made in high-precision inspection equipment.
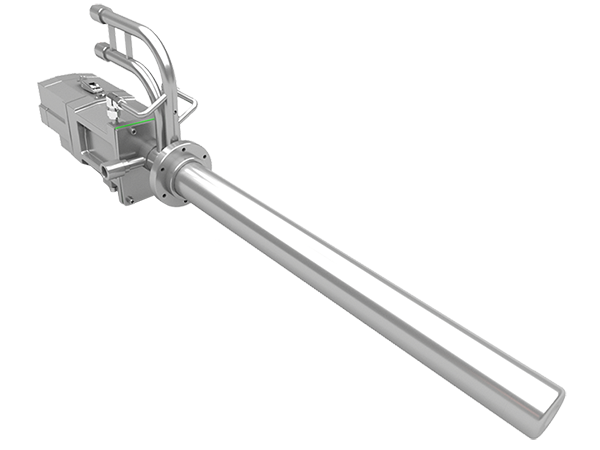
The latest addition to RDS Precision’s quality control department is an Accretech SurfCom NEX 041 CNC measuring station that provides the company with contour and surface roughness measurement capabilities.
Director Rob Bone says: “We use a selection of standard inspection equipment, such as CMMs and vision measuring systems. Also, given the demanding specifications and challenging dimensional tolerances of our components, we use specialised metrology equipment, like our recently purchased advanced Accretech CNC contour and roughness measuring system.”
The SurfCom NEX 041 is suitable for the measurement of contour geometries on parts that include ball screws and large bearings.
“We were previously using a shadowgraph to measure a family of parts with demanding angular contour specifications, and struggled to achieve the required levels of precision,” says Bone. “Now, however, we’re able to load each of these parts on to the SurfCom NEX 041, recall the relevant program and instigate a precise, fully automatic CNC measuring routine. Not only has the Accretech machine improved our precision standards related to these challenging components, it has also slashed the time taken to inspect them.”
For further information
www.accretech.eu