
In 2019 Accretech acquired the SBS Balancer Product Range. In the two years since, the synergy between the brands has resulted a range of benefits to global manufacturers, not least in the area of grinding.
Alongside many other machine tool and inspection applications, Accretech provides high-precision in-process gauging that delivers real-time measurement during grinding cycles. SBS is a specialist in the field of grinding wheel balancing and grinding process monitoring. Both Accretech and SBS products are available as OEM equipment on new grinders or as retrofit solutions to existing machines.
A prime example of a precision grinding company that relies on both Accretech and SBS products is Tamworth-based SWD Precision.
Having recently ordered a universal grinder from Timeline Machine Tools, managing director Stephen Drew travelled to central China to observe the production and assembly of his new machine and pass it off. Although the universal grinder featured an Accretech in-process gauging system, to further expand the machine’s capabilities, the decision was made to retrofit an SBS balancing system.
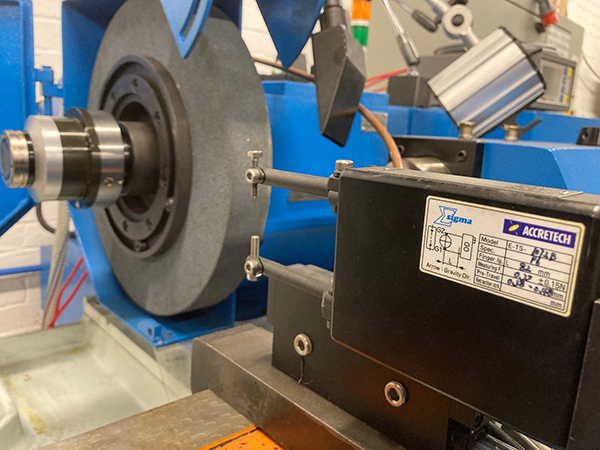
In consultation with Accretech UK it was decided that an SBS non-contact, automatic balancing system, consisting of an SB-5500 controller, an external balance head and an acoustic emission monitoring system card, would constitute the ideal solution. The compact SB-5500 controller features an all-digital electronic design and has a large, high-resolution detachable display.
Pointing out the benefits, Drew says: “We produce precision ground components for motorsport and other equally demanding sectors involving short production runs. It therefore helps that, in addition to increasing our grinding throughput and saving set-up time, our new SBS balancing system is ensuring part quality by automatically balancing our grinding process to an accuracy of 0.02 µm.”
For further information
www.accretech.eu