Kapp Niles says it has reached a new milestone thanks to the introduction of its KNG 350 machine series, with availability in the UK via the Engineering Technology Group (ETG). The previous KX 300 P gear centre was a success with more than 500 machines sold. Kapp Niles’ new KNG 350 series is taking on the mantle thanks to even greater flexibility and productivity.
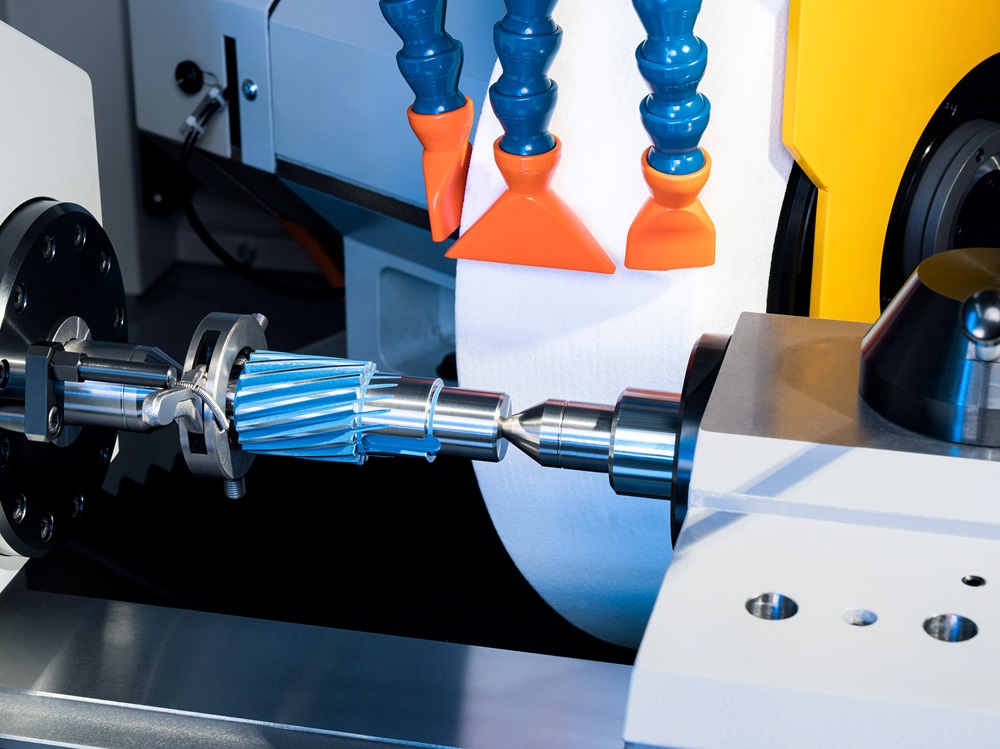
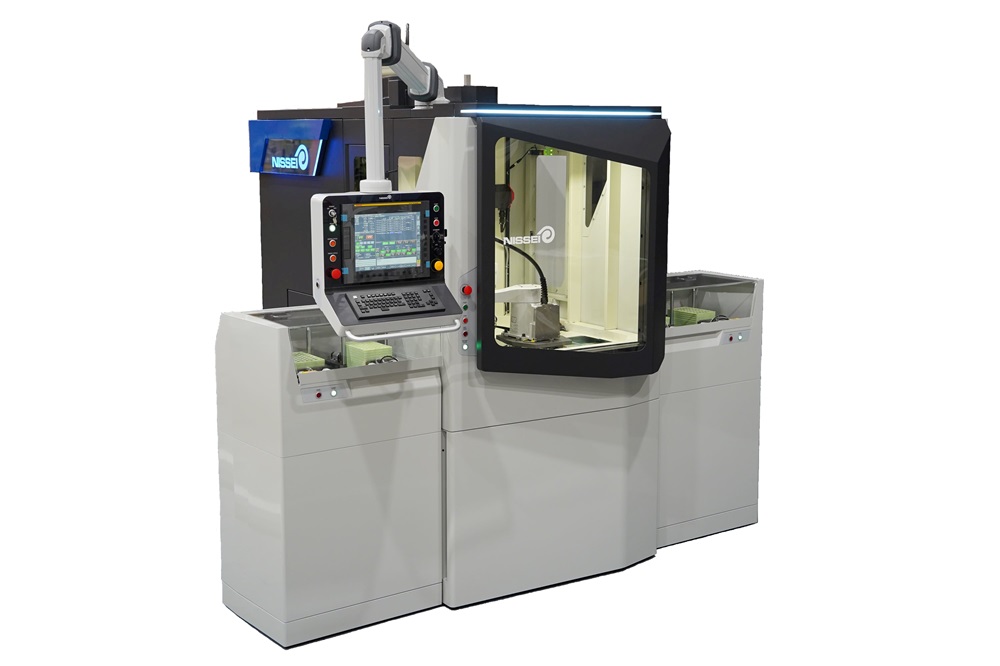
The KNG 350 is a compact, set-up optimised machine for everything from job shop environments to the large-series production of geared components with diameters of up to 400 mm. Thanks to the integrated ring loader, non-productive times are no more than 5 seconds. The machine can automatically load bore parts and shaft-type workpieces up to 600 mm in length. Loading flexibility extends from manual loading or simple pallet conveyors, up to complex robot solutions.
A functional and ergonomic machine design pairs with a user-friendly interface to support the user during set-up and the optimisation of grinding projects. Process monitoring, part tracing and inline quality assurance are available as an integral component of this Industry 4.0 capable machine.
Regarding energy efficiency, hydraulic functions are reduced to a minimum, while electric drives take the place of pneumatic functions. Moreover, the switch from a base made of cast iron to one of polymer concrete reduces the machine’s overall CO2 equivalent.
The automatic HSK interface allows for a semi-automatic tool change, which Kapp Niles implemented consistently in both the ‘Expert’ machine and other variants in the series. Thanks to selectable dressing methods, it is possible to meet all requirements in a cost-efficient way, from single-item manufacture such as topological dressing to mass production like multi-ribbed dressing.
More information www.engtechgroup.com