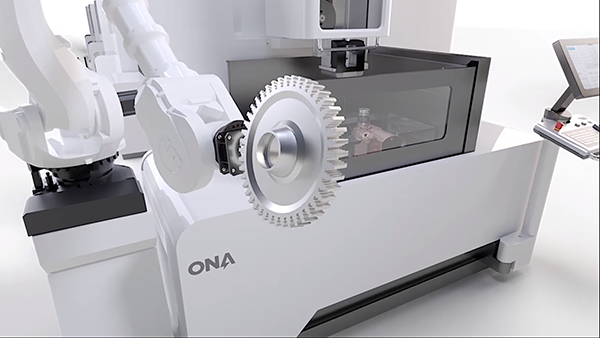
The AV35 is one of ONA’s most ambitious projects in recent years: it represents the company’s technological development of WEDM technology applied to the manufacture of highly demanding parts.

One of the machine’s virtues is that it is a standard model, offering a basic structure to which modules/accessories can be added depending on the type of component to be manufactured. This configuration allows for fully automated machining.
One of ONA’s greatest challenges has been to develop EDM technology adapted to the process in order to convert electrical discharge machining into a competitive and high-quality machining process, even when compared with some of the most common processes in industry, such as milling or broaching. An example of the latter is the cutting of fir-tree roots for turbine discs, which are mainly manufactured by broaching.
A successful project to highlight is the work carried out in collaboration with a company in the aerospace industry, a project in which ONA manufactured fir-tree roots for aviation turbines on its AV35 wire-cutting EDM machine (WEDM). This work is, without a doubt, one of the most important and ambitious projects ONA has partaken in recent years. On the one hand, the company had to undergo a cultural change, since different departments had to work closely on the development of the machine. On the other hand, thanks to the hard work of staff and the technology developed, the application was successful and the manufacturing process of highly demanding parts was validated.
“The most complicated part was co-ordinating with different departments, as well as with the client,” says an ONA technician. “We had to use state-of-the-art software tools to comply with the traceability requirements.”
For further information www.onaedm.com