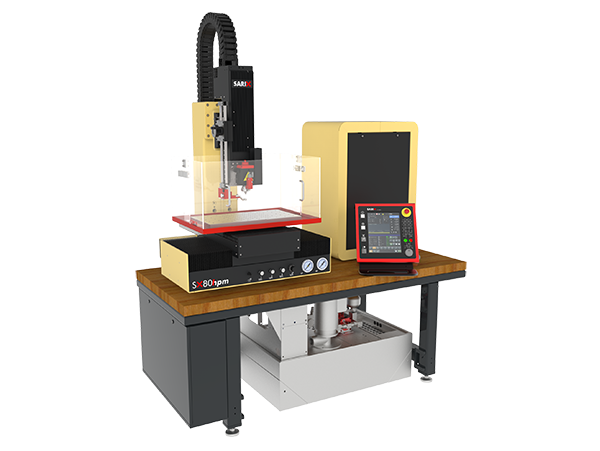
New from Sarix is the SX80 hpm Pulsar micro-erosion drilling machine.

Offering precision of ±0.002 mm and travels of 300 x 150 x 200 mm in the X, Y and Z axis respectively, the SX80 hpm Pulsar completes the range of Sarix micro EDM machines to bring about a cost reduction for those undertaking conventional hole drilling. Applications include fast hole drilling, start holes and high-precision 3D micro-EDM milling.
The simple SX-CNC allows, with several options, the evolution of the machine’s configuration up to multi-axis motion capability. Notably, the CNC is supported by SX-HMI for easy and user-friendly programming and editing, complete with direct-drilling macros and self-learning technology. Complex drilling tasks can be completed through efficient multiple hole-drilling sequences and multi-layer drilling.
Sarix’s SX-MPS Pulsar generator is said to open up new opportunities for faster, deeper, smaller and more precise holes. In fact, micro-EDM drilling technology with solid and tube electrodes can be achieved from 45 µm to 3.0 mm, while high-precision micro holes and shape holes can be produced down to 20 µm with an electrode wire-shaping device.
According to Sarix, high surface-finishing capability down to Ra 0.1 and Ra 0.05 can be delivered with the SX-MFPS micro-fine pulse shape generator.
Further attributes of the SX80 hpm Pulsar include automatic axis positioning control with hole-depth control; an automatic electrode re-feeding spindle with dielectric through-flushing for continuous production; and a breakthrough-detection device for micro-drilling.
For further information
www.sarix.com