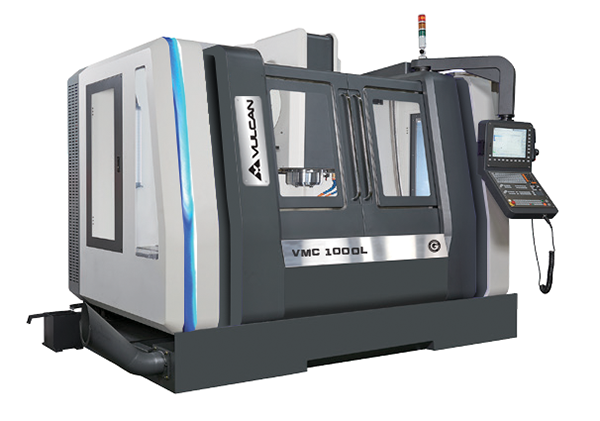
An entirely new brand of cost-effective yet high-quality machine tools has been launched by the Engineering Technology Group (ETG).

The Vulcan brand has been entirely designed and developed by ETG to target the ‘volume’ sales market, while complementing the company’s existing high-end machine-tool brands, which include Chiron, Quaser, Nakamura, Hardinge and Bavius.
ETG’s group managing director Martin Doyle says: “We’ve worked tirelessly and diligently to create a range of machines that are designed from the ground up by ETG. The pricing structure for the brand, which will be supported by ETG’s service and support structure, will certainly disrupt the UK’s machine-tool market.”
Manufactured in Taiwan, the Vulcan range is the result of a long-standing relationship with a high-quality machine-tool builder.
ETG’s Steve Brown says: “To enter the market segment where customers purchase machines at a particular price point, we wanted to ensure that we have a high-specification machine construction that will give ETG a unique selling point. With a team of engineers permanently based in Taiwan to work in synergy with the machine-tool builder, we can meet our core competence of ETG-assured quality and performance at a price point that will appeal to every machine shop.”
The Vulcan brand incorporates a series of seven turning centres with capacity for the very smallest parts to components beyond 1 m diameter and 5 m in length, all available with UK-manufactured barfeeds. Vulcan machining centres come in nine heavy-duty box-way VMCs that range from a table length of 800 mm to 2.6 m, with many more models in the linear guide series. The Vulcan brand also incorporates double-column box-way and linear machines with X-axis capacity up to 6 m and beyond 10 m respectively.
For further information www.engtechgroup.com