



Supercritical CO2 milling of medical plastics using a Mikron Mill S 400U simultaneous five-axis machining centre from GFMS equipped with a Fusion Coolant Systems’ sc-CO2 delivery system produced impressive burr-free results in trials organised by GF Machining Solutions and the Competence Centre for Machining (KSF) at Furtwangen University IFC, Tuttlingen.
Ultra-high molecular weight polyethylene (UHMWPE) is a common material used in medical orthopaedics.The material’s durable, low-friction surface acts as a spacer that ensures mobility for knee, hip and shoulder implants. However, machining this material with traditional milling techniques results in the formation of burrs that often require manual removal in a secondary process.In addition, as the thermal expansion coefficient of UHMWPE is more than 12 times higher than steel, controlling heat during machining operations is essential to achieve the tight tolerances and high dimensional accuracies required for implants.
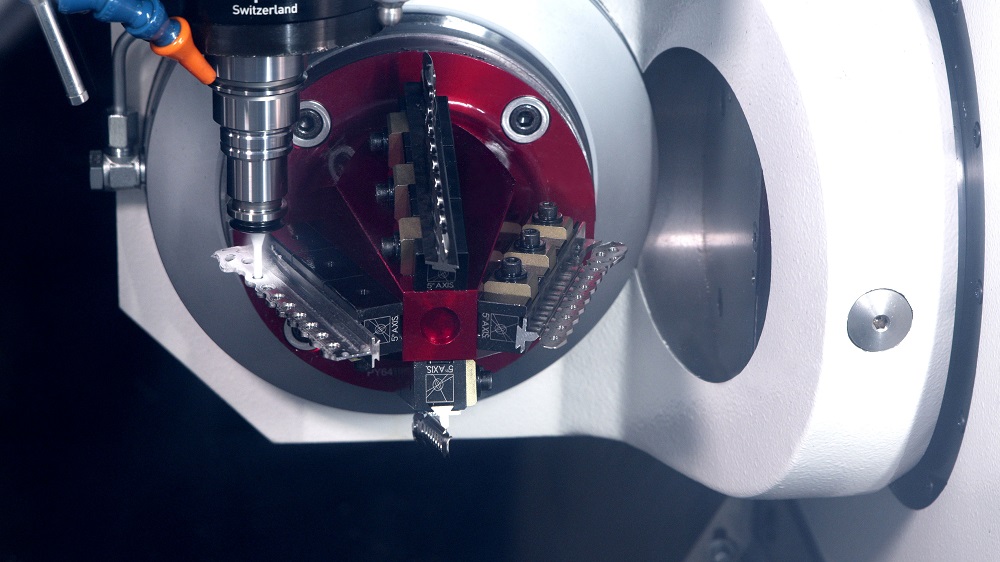
In recent tests, the effects of using supercritical CO2 cooling (sc-CO2) for the milling of spacers, using a Mikron Mill S 400 U five-axis milling machine equipped with a Step-Tec 42,000 rpm spindle and a Fusion Coolant Systems’ Pure-Cut+ sc-CO2 delivery system, were undertaken. The sc-CO2 is capable of providing CO2 up to 110 bar pressure and includes a Pure-Cut+ MQL delivery system.
Two different spacer cutting trials took place: slot cutting using a 3mm single-blade end mill andfive-axis milling using a 6 mm ball-nose endmill.The results obtained in both trials indicate a significant reduction in burr formation, improved workpiece accuracies and better surface quality.These factors point toward a more reliable machining process that may greatly reduce, or even eliminate, manual deburring.
For further information www.gfms.com









