


Tube manipulation and pipe-bending subcontract business, T&T Tubecraft, has taken delivery of a new all-electric 130 mm diameter multi-stack CNC tube-bending machine from tube manipulation technology specialist, Unison. The machine is the third Unison tube bender to arrive at T&T Tubecraft, where it joins a 50 mm Unison Breeze machine and a 100 mm Unison Breeze multi-stack model that are in daily use at the company’s Woking-based facility.
“Of all our tube benders, the 100 mm Unison machine is easily the busiest,” says T&T Tubecraft managing director Ross Turner. “This is largely down to its user-friendly programming, fast tool changes, automatic set up, and uncompromising levels of accuracy and repeatability. Ironically, when we purchased the 100 mm Unison machine back in 2015, we didn’t have a vast amount of work for it. This quickly changed, however, as we gained the ability to take on new projects. The new 130 mm machine will increase our capability even further, both in terms of capacity and the ability to tender for an even greater range of projects. We expect it to be of particular interest to customers in the aerospace sector.”
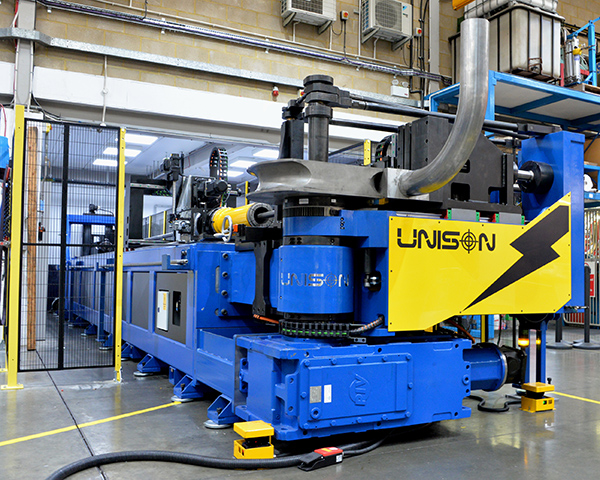
The bigger brother of the Unison 100 mm multi-stack machine, the Unison 130 mm tube bender is particularly suited to exotic alloys such as titanium and Inconel, as well as Super-Duplex stainless steels. Able to push-bend tubes of up to 6.2 m in length when in standard mode, the machine also features a hitch-feed facility, whereby the carriage retracts by the length of the next feed, enabling the mandrel bending of tubes of up to 8.7 m long. As a result of this capability, T&T Tubecraft believes that, out of all UK tube manipulation subcontractors, it may provide the longest bending range.
For further information
www.unisonltd.com













