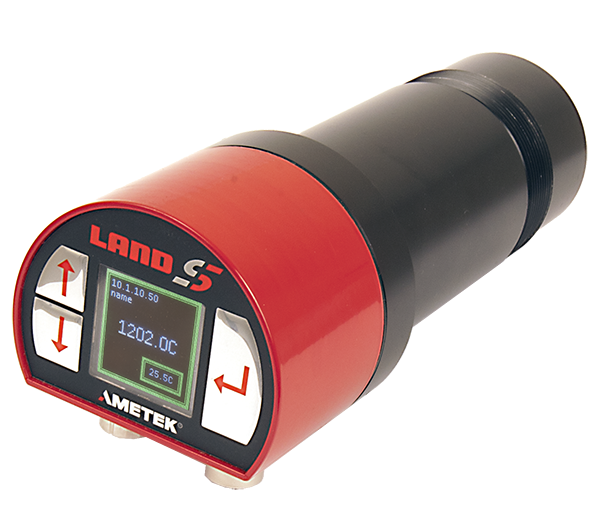
Ametek Land, a specialist in temperature measurement, has further enhanced its Spot family of non-contact infrared pyrometers with a number of new benefits.

Adapted for temperature measurements ranging from 50 to 1800°C, the Spot model range meets the individual process challenges for industries such as heat treatment, metal and industrial processing.
The extended functionality of the family allows users to control multiple Spot pyrometers and actuators from one PC. This functionality results from its expanded Ethernet Modbus connectivity and SpotPro software, which provides a single control point to configure, store and view data for up to 40 pyrometers and actuators. Users can see all of the most important data on one screen, resulting in a clearer understanding of performance processes, effectively helping companies realise industry 4.0 connectivity capabilities.
Ametek Land’s Spot pyrometer enhancements provide additional input and output functionality, which means that enhanced electronic intercommunication is available as standard for online background compensation and/or emissivity input and output. Furthermore, the Spot range of pyrometers now has an additional analogue 4-20mA input and two 4-20mA outputs.
A sharper and brighter video (112 x 110 pixels at 30 fps) is also available for viewing on the rear panel of each device, while a faster and clearer video (512 x 288 pixels at 30fps) can be streamed live to a PC via the pyrometer’s integral embedded web server. Both video options can be used in conjunction with the patented Spot LED alignment system for precision alignment and focus, even in applications where the target is enclosed.
For further information www.ametek-land.com