Altex Engineering, a precision subcontractor based in Calne, has invested in a new Salvagnini L5 CNC fibre laser cutter to increase capacity and meet growing demand. The 6 kW machine is notable for its 50 µm beam which, in combination with its proprietary Air Pressure Multiplier (APM), means it is possible to cut mild steel, aluminium and stainless steel up to 10 mm thick using nothing more than a standard compressed air supply.

Established over 30 years ago by current owner John Jackett, Altex Engineering has grown into a 30-employee business with UK-wide customers in sectors such as medical, telecommunications, defence and office furniture. The company, which undertakes fabrication, machining and finishing operations, extended its Wiltshire premises in 2014 and today commands space of circa 20,000 sq m.
Altex is committed to an ongoing programme of investment in plant, software and processes, key among which is laser cutting.
“Due to rising orders, we recently ran out of capacity on our existing Salvagnini L1Xe laser cutter,” explains Jackett. “We therefore took the decision to invest in another machine – the L5 – and take advantage of the progression in technology. The two machines are now running side-by-side.”
He recalls the time 10 years ago when he invested in his first Salvagnini, the aforementioned L1Xe. When installed in 2010, it was thought to be the first fibre laser cutter in the UK from any manufacturer.
“So many people were sceptical,” he states. “CO2 laser-cutting technology was dominant and hardly anyone had heard of fibre lasers – it took a real leap of faith. I even visited Salvagnini’s headquarters in Italy to see a demonstration. Although everyone thought I was crazy to consider a fibre laser, we went ahead and bought the L1Xe. Over the years it’s been a fantastic performer and is still going strong today. We simply ran out of capacity.”

The arrival of significant new contracts from the telecommunications sector proved to be the tipping point. It was clear that alongside extra capacity, Altex would need to seek out a new machine with even greater speed and efficiency.
“I looked at several machines but the L5 was best,” states Jackett. “Speed was certainly a factor.”
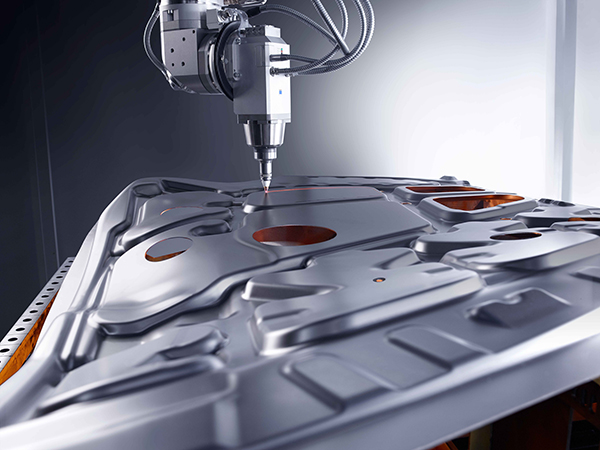
The L5’s highly dynamic laser cutting system has no optical path and is equipped with a patented compass that comprises two carbon arms. A pair of rotary motors drive these arms to move the laser head dynamically in the XY plane in small steps, reducing the movements of the whole carriage. A specially developed algorithm in the control provides the greatest acceleration to the axis with least inertia, thus ensuring highly dynamic performance of both the cutting movement and rapid traverse motion.
In combination with the new 6 kW high power density source, the L5 is notably faster than previous-generation models. For instance, in tests against the company’s L3 with a conventional 6 kW source, cutting times were 30-40% quicker on materials up to 3 mm thick, and 10% quicker on 4 mm thick material. From 6-10 mm, the performance was the same.
These elevated performance levels also help from a quality perspective. The quality gap that historically differentiated between cutting with nitrogen and air has now narrowed to negligible levels. Higher power density and ultra-fast cutting speed help to reduce the opportunity for oxidation at the cutting edge, vastly improving its quality.
A further influencer for Altex in favour of the L5 was low running costs, as Jackett explains: “Unlike our L1Xe, which uses nitrogen, we can cut with standard compressed air on the L5, which provides a significant reduction in operating costs and a more competitive way of cutting. The L5’s APM will clean, dry and boost the pressure to ensure we can cut much thicker plate using compressed air than anyone else.”
Profiling with compressed air is considerably cheaper than using nitrogen. The level of savings vary but, in simple terms, the higher the cost of nitrogen, the more cost-effective it becomes to cut with air. Using Salvagnini’s APM, the cost savings grow even further as there are no costs for dedicated compressors: the compact, turnkey APM connects directly to the shop’s pneumatic supply. APM normalises the pressure, and filters and dries the compressed air to ensure cutting optimisation.

Another factor in the Altex purchase decision was accessibility, with Jackett impressed by having access to the full length of the table via an up and over door.
“The machine’s versatility is also beneficial,” he adds. “If I want to stop mid-cut due to an urgent request for a 1-off, we can do this easily with the L5, which is very user-friendly. However, possibly the biggest reason for buying the L5 was our personal experience of Salvagnini machinery and the excellent service back-up we receive.”
Installation of the Salvagnini L5 took place in July 2020. Although the machine cuts material up to 10 mm thick, on a day-to-day basis the L5 at Altex processes parts made from zintec up to 3 mm thick, as well as various gauges of stainless steel and aluminium. Batch sizes extend from 1-off up to 10,000.
“With Salvagnini’s help our team learnt how to run the machine within a couple of days,” says Jackett. “We’ve had nothing but excellent support from Salvagnini across the entire decade of our association.”
The L5 is currently running continuously over an 8-hour shift, with plans to extend its use to a second shift in the near future.
“Our operators love it, not just because it’s such an exciting machine, but because it gets through work quicker, which makes them look good,” says Jackett with a smile.
“The COVID-19 pandemic has been challenging for everyone, but at Altex we’ve seen strong demand from certain sectors, notably telecommunications and healthcare,” he adds. “We’re also starting to see a certain amount of our more traditional work return, which is encouraging. For these reasons we felt that now was the right time to invest and stay ahead of our competitors, who may be thinking the opposite. We’re trying to look at the long-term, as investments like the L5 will put us in a really strong position when the economy really gets moving again. We will have the best technology in place and can easily add shifts in response to demand.”
Business at ISO9001-accredited Altex is all about meeting the exact requirements of the customer in a cost- and delivery-optimised way.
“We’re not just another subcontractor, we’re a full service provider and can offer design advice to help reduce manufacturing costs,” concludes Jackett. “If there are savings to be made because of the technology we use, these will be made apparent to the customer at enquiry stage – I built the business on this very ethos.”
For further information
www.salvagninigroup.com