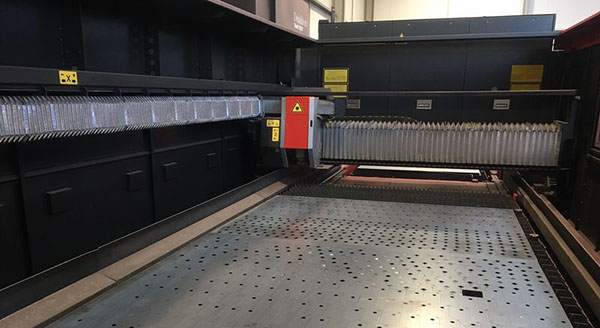

Ferro (Midlands) Ltd, which began operations in 2019, has used the success already enjoyed by the business to invest in pre-owned machine tools from Amada: an LCG-3015 3.5 kW laser cutter and HFE-1003 press brake. Both of these used machines, which were installed at Ferro’s Market Drayton facility and running within five weeks of first contact, have been fully refurbished by the Amada UK team of engineers.
Co-founder and company director Malcolm Evans, who has 18 years of industrial experience in engineering and supply services, sets out the reasons for investing in the machines: “We reached the point when our outsourced laser-cutting spend was on parity with the running costs of having our own laser and housing it in a newly constructed unit.”
Although Ferro initially considered low-cost options for its capital investments, including machines on eBay, the company was wary of the fact that it had not operated this type of kit previously.
“The idea of installing machines like these by ourselves, then working out how to program and use them soon became pretty daunting,” says Evans. “I know a few others who have gone down this road and most end up calling in the OEM’s engineers to sort things out. We decided we could get into a world of pain by not going through an authorised machine-tool subsidiary or dealership. We’d seen Amada machines at other companies and heard good reports, so they were our first choice.”
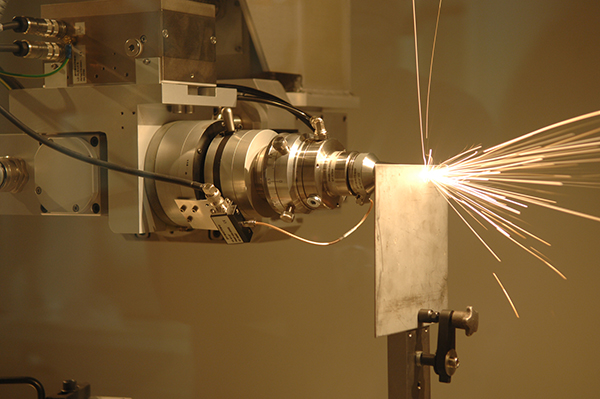
With its Amada LCG-3015 3.5 kW laser cutter, Ferro now provides a complete sheet-metal laser-cutting service for a range of materials, including steel, stainless steel and aluminium, from 1.2 to 12 mm thick.
For further information
www.amada.eu