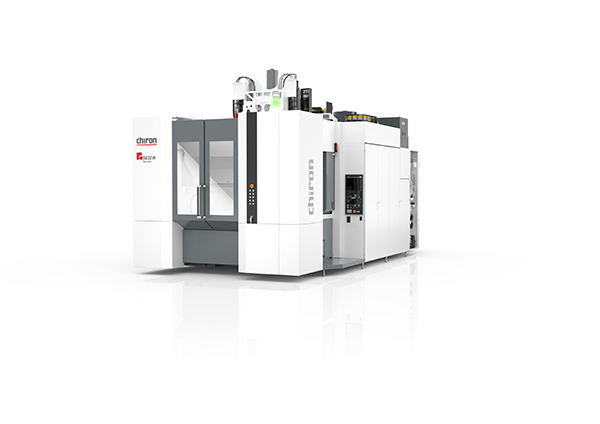

To meet the criteria of ever-expanding customer demands, Chiron has launched its latest machining centre, the five-axis DZ22W. Based upon the proven platform of the existing 16 series, the Chiron DZ22W is available in the UK from the Engineering Technology Group (ETG).
Thanks to its moving gantry design, a rigid machine bed and active component cooling, the DZ22W five-axis machining centre is said to achieve a high level of precision, even for large components. Fast cycle times are supported by high axis acceleration, short changeover times and rapid traverse speeds. The integrated workpiece changing device, which enables blanks and finished parts to be loaded and unloaded during machine operation, further increases productivity.
From a specification standpoint, the DZ22W five-axis has a twin-spindle configuration that can simultaneously work at speed in the 620 x 650 x 600 mm work envelope.
Customers are able to load a maximum component size of 599 mm diameter with a maximum height of 340 mm and a workpiece load of up to 600 kg. Further capabilities include a 61 kW spindle motor that can reach speeds of up to 20,000 rpm. Axis acceleration rates are 10, 10 and 17 m/s2 across the X, Y and Z axes, with a rapid feed rate of 75 m/min. Chip-to-chip time is 3.1 seconds.
The two spindles are available with a choice of HSK-A63, HSK-A100 or HSK-T63 connection, with each spindle having an individual tool carousel of 77 tools.
As with all Chiron models, the DZ22W five-axis machining centre is available in different configurations with customers having the facility to choose between a ball-screw drive and a linear drive.
For further information
www.engtechgroup.com