One of the world’s leading battery technology companies, Envision AESC, has invested in a Baty Venture Plus vision system from Bowers Group to boost the non-contact inspection of battery cells. Based in Sunderland, Envision AESC manufactures lithium-Ion battery cells, modules and packs as it works towards solving the challenges for a sustainable future.
Routinely inspecting parts such as EV (electric vehicle) battery modules and cells, Envision AESC prides itself on delivering the highest quality. Prior to the purchase of the Baty Venture Plus, the team at Envision AESC found that its measurement studies were both time-consuming and complicated.
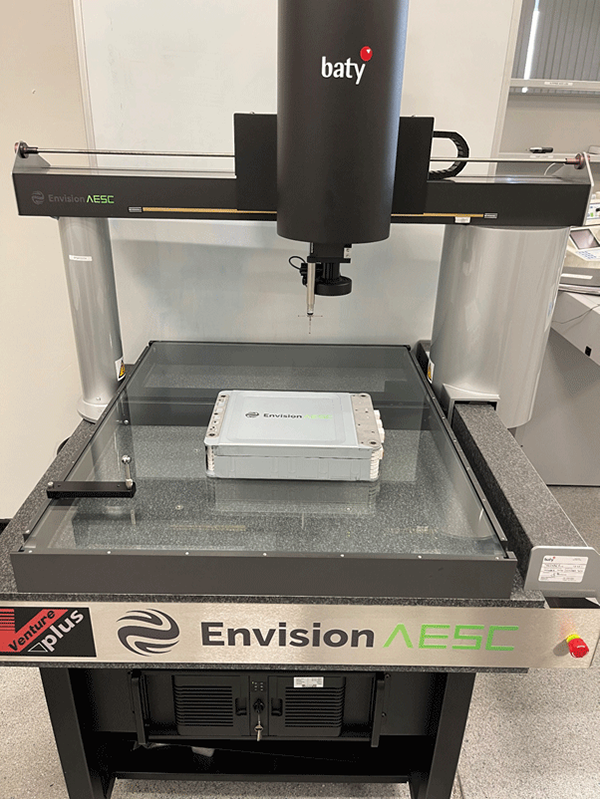
Choosing the Baty vision system was the natural choice for Envision AESC, due to its ease of use and adaptability. The Venture Plus offers a large measurement range, with its bridge-type construction made from aluminium, resulting in low inertia and low thermal mass.
Chris Woodhams, QA engineer at Envision AESC, says: “The ease-of-use in measuring, programming and generating inspection reports, and the flexibility of combining the benefits of a vision system with a traditional touch-probe CMM, ensures the Baty Venture is a valuable tool in both routine and non-routine inspections.”
Being non-contact, the vision system allows the inspection of live battery cells without any risk of electrical contact.
“Our Baty Venture Plus has reduced the amount of time and complexity to conduct measurement studies, freeing up resources in other areas and allowing routine inspections to be standardised for true data comparison analysis,” concludes Woodhams.
For further information
www.bowersgroup.co.uk