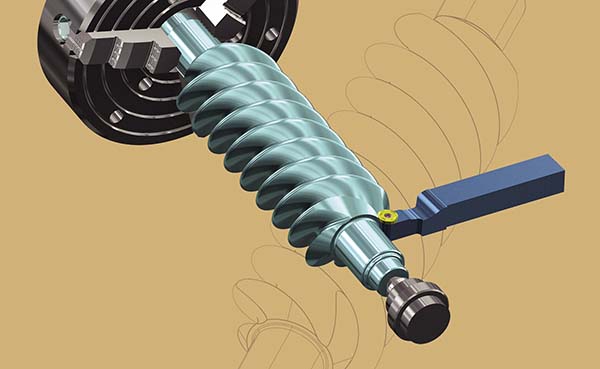

CGTech has released version 9.2 of its Vericut CNC machine simulation, verification and optimisation software for all types of CNC machining, including additive and hybrid manufacturing processes. The software operates independently, but can also integrate with leading CAM systems.
Vericut 9.2 increases productivity and sustainability with several new features that boost manufacturing efficiency, help preserve machines and cutting tools, increase machine capacity, and reduce repair and scrap costs. Substantial speed increases to collision checking and overall performance, a New 3DLiv™ interface, improved cutting tool support and reporting enhancements, are just a few of the notable features in this latest release.
Hundreds of customer-driven improvements and software requests also feature in the new version.
“Vericut has been designed to meet the needs of all types of machine shops – from small job shops to OEMs and tier-one suppliers that are regularly pushing the limits of CNC technology,” says Vericut product manager Gene Granata. “The enhancements in version 9.2 provide the speed that machine shops of all sizes need to produce more efficient programs faster and get their products to market more quickly and competitively, while promoting conservation of valuable material and human resources.”
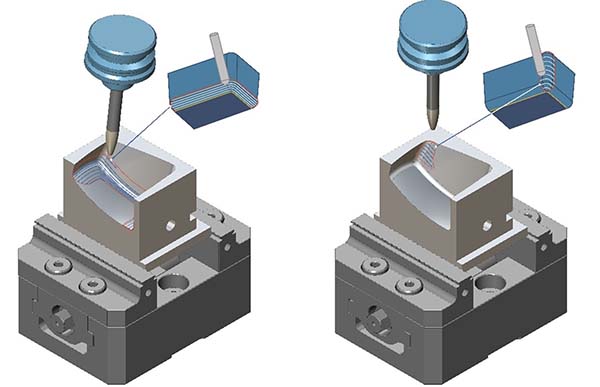
CGTech’s integrated simulation-optimisation solution, Vericut Force, also benefits from these latest enhancements. Force reduces machining times, extends tool life, prevents undesirable cutting conditions and improves part quality. Vericut 9.2 provides Force optimisation users with more options for setting and adjusting optimisation limits, more comprehensive tooling data and greater customisation options for graphs and reports.
For further information
www.cgtech.com