Mastercam Mill offers expanded machining flexibility and an increased emphasis on speed and automation. Multi-axis features, 3D enhancements and 2D high-speed tool paths combine with dozens of additional new enhancements in a software package intended to improve shop-floor productivity.
For example, maintaining climb and conventional machining is crucial for surface finish and tool life. For this reason, tool paths now provide constant control of climb or conventional cutting even while in complex areas that would require use of both sides of the tool.
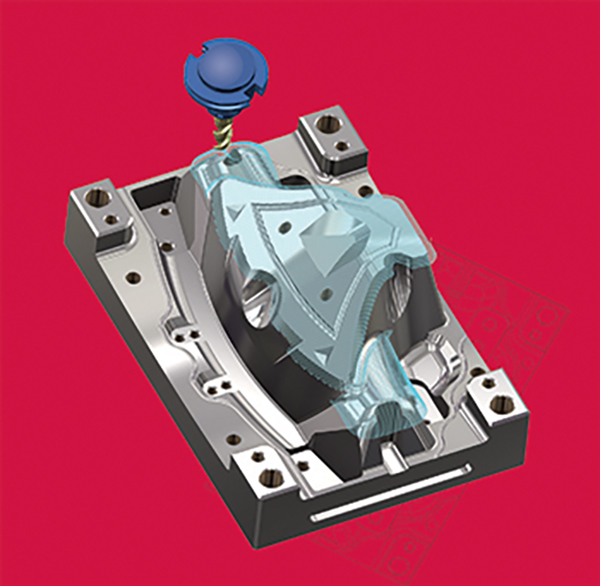
In addition, multi-axis roughing has been enhanced and renamed to multi-axis pocketing, which includes new options such as undercut roughing, wall finishing and floor finishing. Multi-axis pocketing provides greater control of the tool contact point and machining angle when using ‘Accelerated Finishing’ tools and ensures that users get the best possible motion.
The new unified multi-axis tool path allows users to select multiple pieces of input geometry to generate the tool-path pattern. Then, using those geometry choices, the tool path picks the best algorithm to calculate the path.
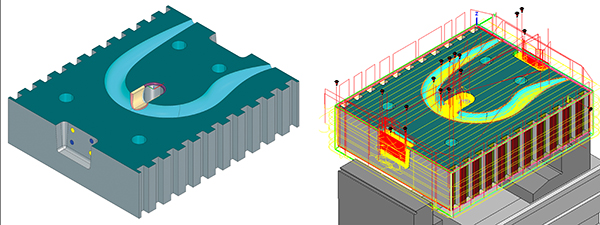
Mastercam’s 3D high-speed blend tool path includes many enhancements, including the ability to keep created passes equidistant in 3D by adding cuts in steep areas and the capability to set the exact number of cutting passes. Furthermore, by applying automatic and custom angles to raster tool paths, Mastercam now automatically sets different angles to maximise the length of the cut pattern and/or minimise the connecting moves.
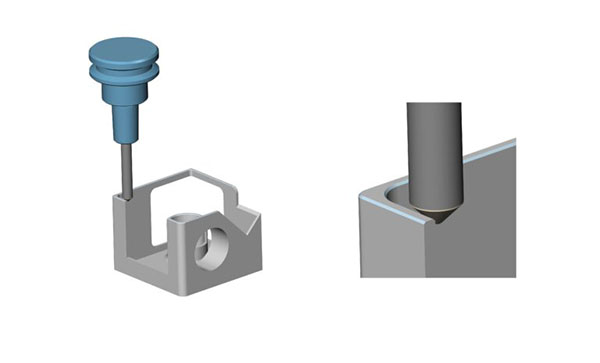
Finally, advanced drill, a new tool path, is a customisable multi-segment drill cycle that is useful for spot drilling, deep-hole drilling and back spot facing.
For further information
www.mastercam.com