
A new high-speed, non-contact sensor for use with CMMs from Hexagon’s Manufacturing Intelligence division addresses growing demand from the consumer electronics and medical industries to rapidly inspect delicate parts with a range of surface finishes, including those produced via additive manufacturing, without applying damaging pressure.
Manufacturers of components with vulnerable surface finishes struggle to achieve optimal efficiency because traditional tactile inspection can be time consuming, and parts often end up incurring damage during measurement. In cases requiring 100% component inspection, the deformation of delicate surfaces impairs productivity and, ultimately, the bottom line.
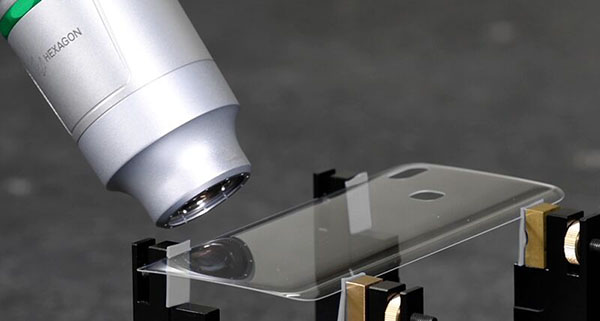
The new HP-OW chromatic white light sensor provides increased measurement speed and flexibility for OEMs, says Hexagon, and offers contract manufacturers the opportunity to employ new technologies and materials in production.
The sensor’s ability to measure components with transparent, polished, rough and matt finishes makes it easy to quickly and accurately measure parts made with delicate materials, including components such as LED vehicle lights and solar panels. Non-contact capabilities also offer high throughput inspection of medical devices, such as surgical implants, where the high-accuracy inspection of every part is essential.
Additive manufacturing processes pose unique challenges because parts often require measurement throughout production to ensure quality, but the cycle time needed to perform the precision inspection of rough unfinished parts can be prohibitive. As a new option in a line of specialised sensors extending the range of measurement technologies for use with a single CMM, the chromatic white-light scanning sensor offers an efficient way of scanning parts with high accuracy throughout production.
The new chromatc white light sensor is compatible with Hexagon’s Global S and Optiv M CMM lines.
For further information
www.hexagonmi.com