Labour shortages are a real issue in the metal fabrication sector, with manufacturers looking at the latest bending software solutions to make it easier for a new generation of employees to enter the industry. Additionally, software for metal bending machines can lead to faster production times, greater efficiency and increased profits.
Software from RAS Systems, which is available in the UK from Press & Shear, allows visualisation of the end product before the materials need removal from the shelf. RAS software is designed and optimised for each machine and allows for 2D/3D models and images for the parts operators are looking to create. This allows them to save money, time and valuable resources, all while improving accuracy.
For instance, RAS software for its Multibend-Center and ProfileCenter allows for the import of a CAD file with the part model. The software analyses the file and automatically generates a 3D model. For DXF files, the programmer has to add to the bend angle. Spring-back compensation angles are listed in the materials table. The software programs the parts automatically with a single click of the mouse.
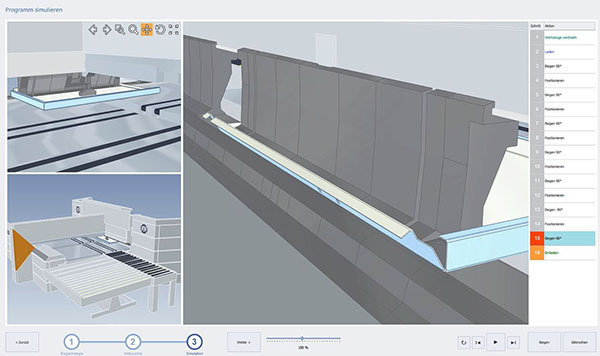
Software for the RAS XXL-Center and XL-Center lets users draw a part on their office PC in 2D or 3D. The software can then provide a 2D or 3D detailed simulation of how the part will be created. Notably, the user can specify the colour side and view the profile from any perspective, or he or she can enter flange dimensions and angles on the machine control and watch how the profile arises on the monitor.
RAS software for Turbo2plus and UpDownCenter-2 lets users draw a profile on the monitor and add flanges to the 3D profile. CAD files with the part geometry can be imported, with the software analysing this file and automatically generating a 3D model.
For further information
www.ras-online.de