



In the challenging environment businesses operate within today, manufacturers are seeking every opportunity to increase and maintain the highest levels of productivity. Where components require multiple processes, as is often the case in machining operations, minimising set-up time between machining cycles can make a significant contribution to productivity. Zero-point systems allow the clamping of parts with accuracy and speed, reducing set-up time and maximising productive machining time.
The modular SPN zero-point clamping system from Zimmer Group includes a standard version that incorporates all essential functions, such as unlocking and a PLUS connection. In addition, there is an advanced version with an enhanced range of functionality suitable for automated production operations.
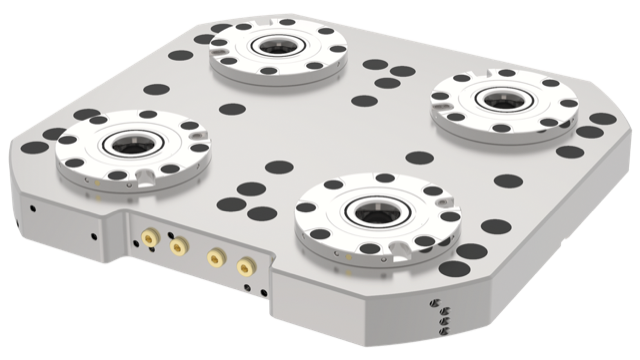
Both variants feature positive locking via clamping segments that are specially adapted to the pin contour. This creates a rigid system that can absorb high forces with maximum repeatable accuracy. The product range extends through the use of different types of clamping plates, available in every size and in various configurations. To increase the protection of the particular zero-point clamping system and prevent any intrusion of dirt and debris, there is also an optional automatic seal that reliably protects the pin opening.
The SPN zero-point clamping system offers repeatability of 0.005 mm due to its sophisticated design. Thanks to its high clamping forces and consistent use of tempered stainless steel, Zimmer Group says that the system provides a high-precision, torsion-resistant base that also stabilises any parts with a tendency to vibrate. The zero-point clamping system is able to absorb maximum forces with maximum repeatability, largely due to a principle that uses clamping segments for positive locking in comparison with conventional systems where balls are in point contact.
For further information www.zimmer-group.com








