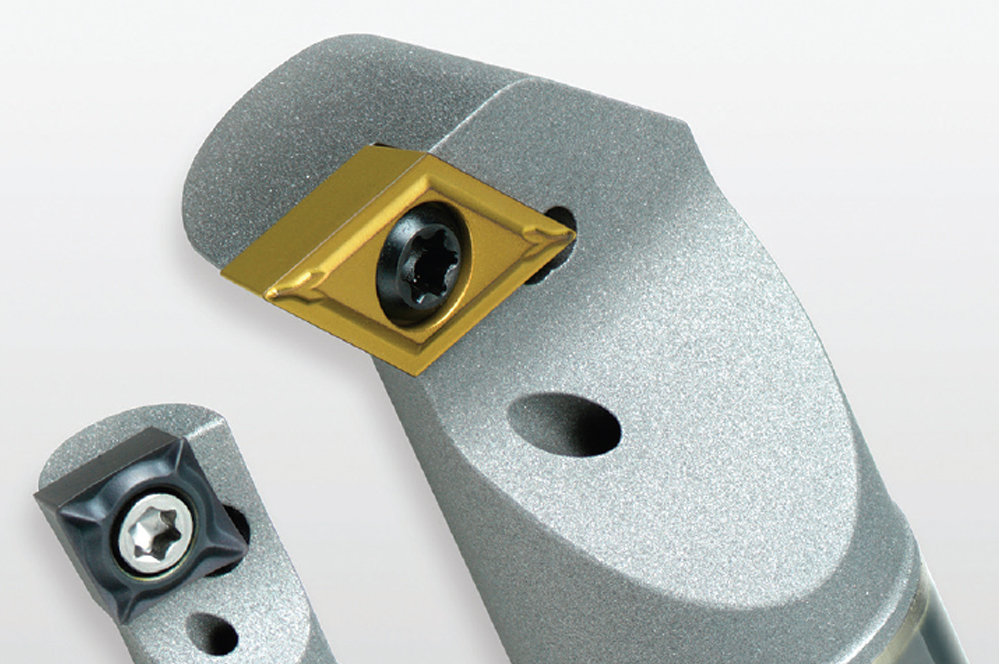
Mitsubishi Materials has launched a new range of small boring bars for Swiss type automatic lathes. Notably, the whole series is available in both solid carbide and steel. The inclusion of both types provides a choice for end users and offers the benefits of deeper boring capability due to the extra rigidity of the carbide type. Additionally, not all components need an extra-deep-hole carbide shank, therefore the cost-effective steel type is also available in all types.
The length of the tools is compatible with Swiss-type automatic lathes, an important criteria, especially where workspace is at a premium. This ready-made-to-length feature negates the costly and time consuming process of cutting the shanks of standard tools to a shorter length to prevent interference.
A comprehensive selection of hard steel bars has recently been introduced to the range. The hard steel body is effective in preventing damage and wear caused by chip evacuation. Hard steel types are available in diameters ranging from 4 to 10 mm diameter for the 7° SCLC, STUC, SDUC, SDQC and SWUC types of holder, and for SCLP and STUP 11° types.
A vast range of different carbide bar diameters, ranging from 4 to 32 mm diameter with a minimum pre-boring diameter of 5 to 34 mm are also available for the 7° SCLC, STUC, SDUC,
SDQC and SWUC types of holder, and for SCLP and STUP 11° types.
Finally, the steel bars range from 12 to 32 mm diameter with a minimum pre-boring diameter of 14 to 40 mm. Again. these are available in the 7° SCLC, STUC, SDUC, SDQC and SWUC types of holder, and for SCLP and STUP 11° types.
More information www.mmc-carbide.com