Hexagon’s Manufacturing Intelligence division is entering a strategic partnership with Microsoft that aims to redefine how engineers collaborate. The collaboration will also enable the discrete manufacturing industry to innovate faster, with more confidence, using new solutions that combine data from virtual engineering processes with real-world measurement of manufactured products.
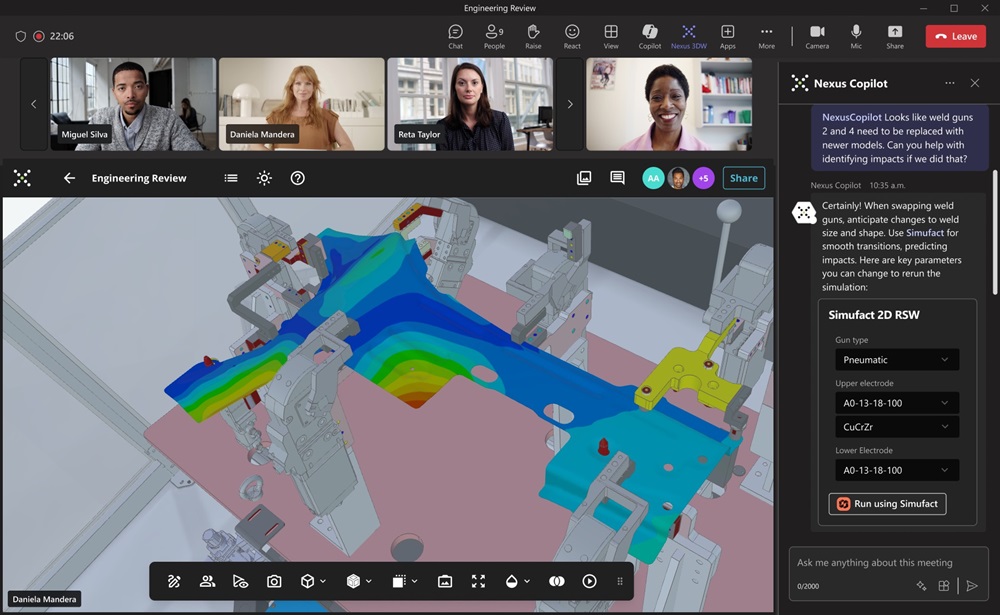
Modern cloud infrastructure will connect manufacturing and engineering systems in Hexagon’s Nexus digital reality platform for manufacturers, and help employees increase their productivity through cloud-accelerated simulation and AI. Hexagon and Microsoft have partnered closely on the development and scaling of the open-source Fluid Framework and Azure Fluid Relay service, allowing data created in one system to be immediately available to any other person or machine operating in another.
For further information www.hexagon.com