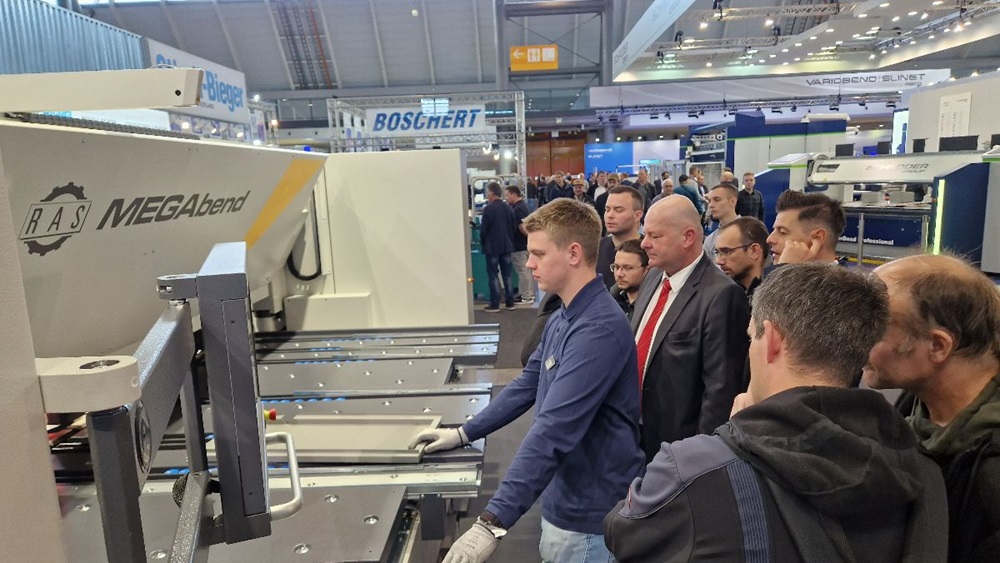
At November’s Blechexpo exhibition in Stuttgart, RAS showcased its extensive range of cutting-edge sheet metal machinery solutions. Among the highlights was the RAS MEGAbend, the Multibend Center ECOauto, the FLEXI2bend, and advanced beading, flanging and folding machines. RAS machines are available in the UK from Press & Shear.
The MEGAbend stood out with its high performance and precision, capable of bending steel measuring up to 6 mm thick. According to Press & Shear, its advanced features set new benchmarks in sheet metal processing.
Also on display, the Multibend Center ECOauto demonstrated its innovative automation functions, significantly boosting production efficiency, while the FLEXI2bend was showcased as a versatile tool for various bending applications, highlighting the diversity of the RAS product line. Beading, folding and flanging machines completed the portfolio, highlighting the expertise of RAS in forming technology.
The company’s exhibition stand was a showcase of more than just cutting-edge sheet metal machinery; it was a testament to modern design and thoughtful product presentation, including live demonstrations. These demonstrations, alongside the stand’s structured layout, allowed visitors to gain a hands-on understanding of RAS’s innovative offerings and see the machinery in action.
Blechexpo was marked by active engagement, with visitors showing keen interest in the machines on display. Technical discussions at the stand reflected a dynamic exchange on the latest trends in sheet metal processing, with positive feedback underscoring the alignment of RAS with industry needs.
The trade fair marked a significant milestone for RAS. It provided an excellent platform to showcase the company’s latest technologies and innovations to a broad audience. The positive reception has bolstered the optimistic outlook of RAS for the future.
For further information www.pressandshear.com