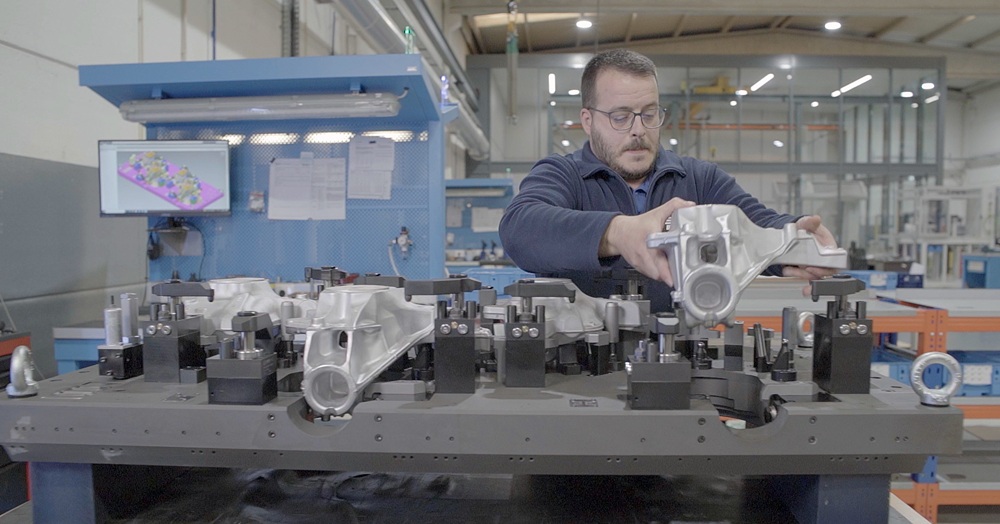
A new workpiece clamping system that secures four components at a time for machining, intended primarily for the economical manufacture of medical components such as bone nails and other small-diameter orthopaedic implants, has been introduced by the German company Simon Nann GmbH. It is available to manufacturers in the UK and Ireland through sole sales agent Gewefa UK.
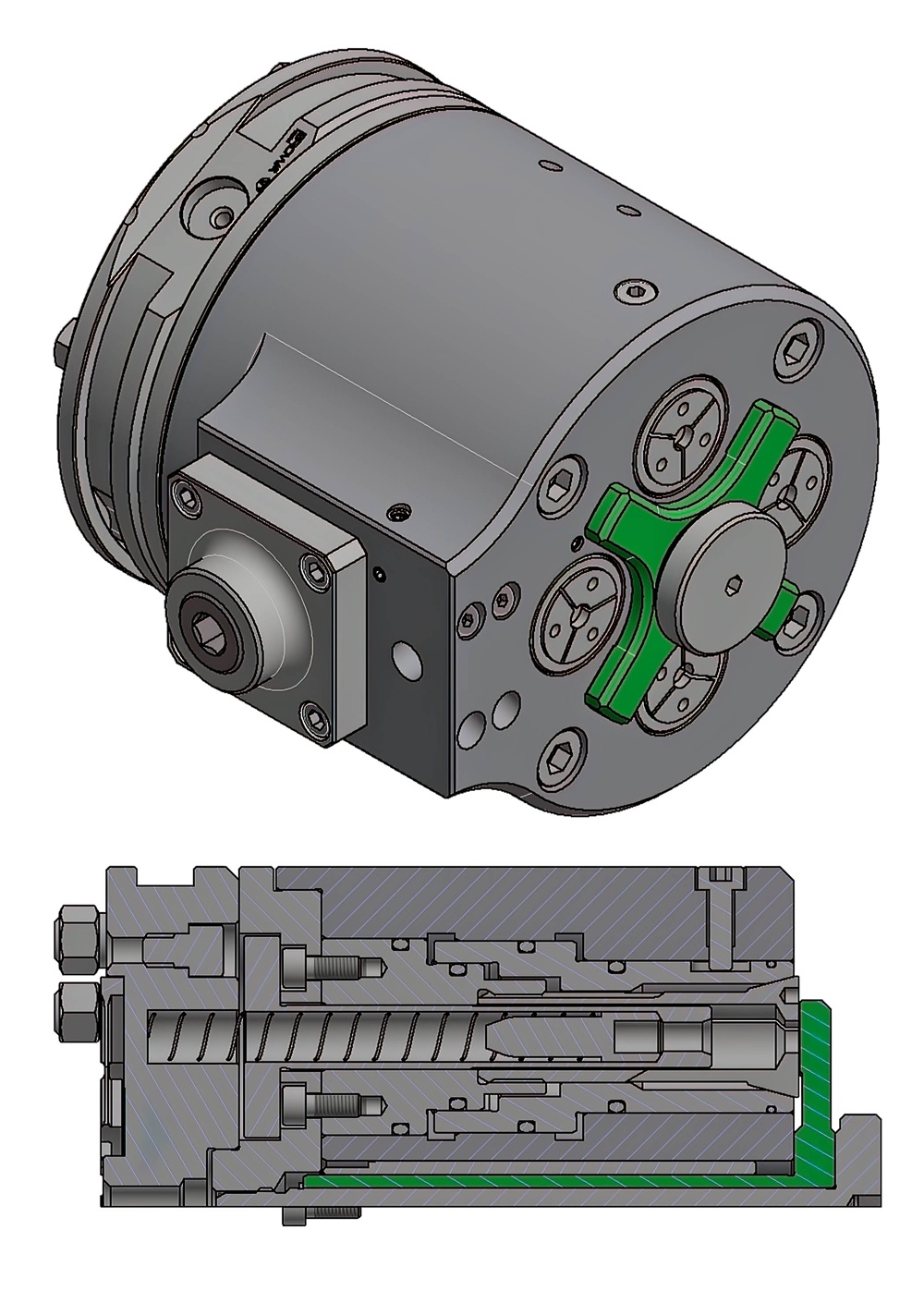
Equipped with four draw-back collets that are opened and closed by a single clamping/unclamping screw, the adaptable 349E offers a robust holding force and high accuracy for retaining sensitive components during demanding machining processes. The clamping fixture has been engineered to withstand exacting conditions and is suited to complex applications where the highest standards of repeatability and quality are imperative.
By integrating the Erowa pallet system, the fixture is optimised for automated environments, allowing rapid workpiece changeovers via a zero-point clamping system to boost production efficiency. The standard interface is suitable for use in metal and plastic machining centres as well as in measuring stations, ensuring concentricity is maintained between the production and metrology departments.
Likewise, the in-situ components can visit other stations, either manually or automatically, for additional operations like welding, assembly and laser marking before release from their collets. Straightforward integration into existing manufacturing systems helps to reduce set-up times.
In an industry where choosing the correct work-holding arrangement is a strategic decision affecting long-term cost-efficiency and stability, Nann’s expertise provides the robustness and precision required for reliable production. The 349E fixture addresses manufacturing difficulties, including material biocompatibility issues and complex component geometries, by offering a stable, user-friendly platform that minimises downtime and increases production output.
More information www.gewefa.co.uk