Kennametal is expanding its turning portfolio with the introduction of new inserts and cutting tools that significantly broaden the company’s capabilities in the small parts and medical machining space. The three new products – TopSwiss turning inserts, TopSwiss Micro Boring Solid (MBS) tooling and KCU25B turning inserts – are designed to improve output, enhance component quality, reduce errors, and help customers achieve accurate and clean results.
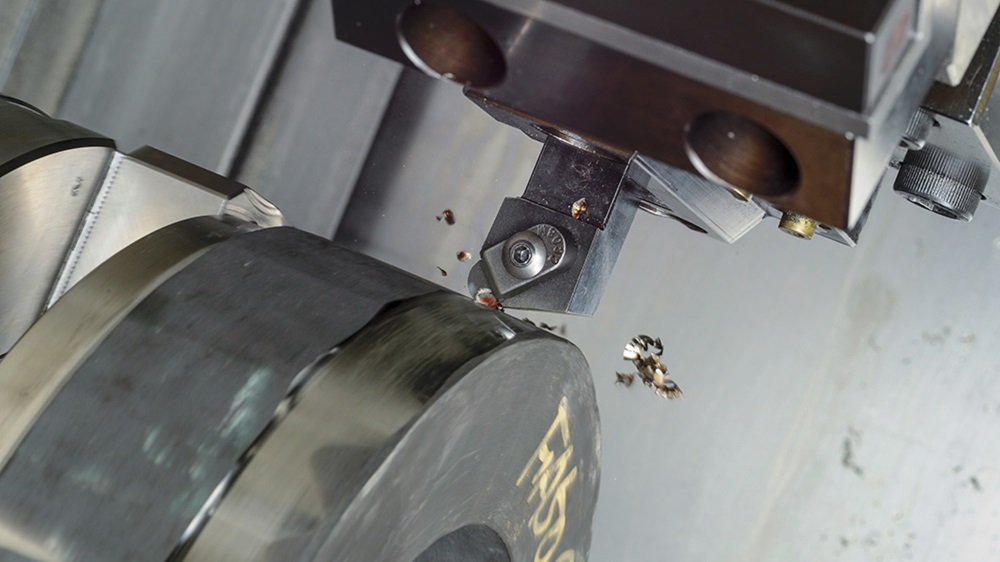
Kennametal’s new TopSwiss turning inserts are for Swiss-type small parts machining, delivering low-feed, high depth-of-cut applications in the medical sector, as well as industries like aerospace, defence, general engineering and transportation. The portfolio features four new carbide grades, one new cermet grade and seven new geometries.
Straight and curved cutting edges are available for stable cuts and smooth chip flow in low-feed, high-depth-of-cut applications. Polished finishing geometries offer increased welding resistance and improved surface finishing, while medium and finishing wiper geometries deliver increased feed rates and higher surface quality. Other geometries feature high chip breaker walls and large pockets for better chip evacuation.
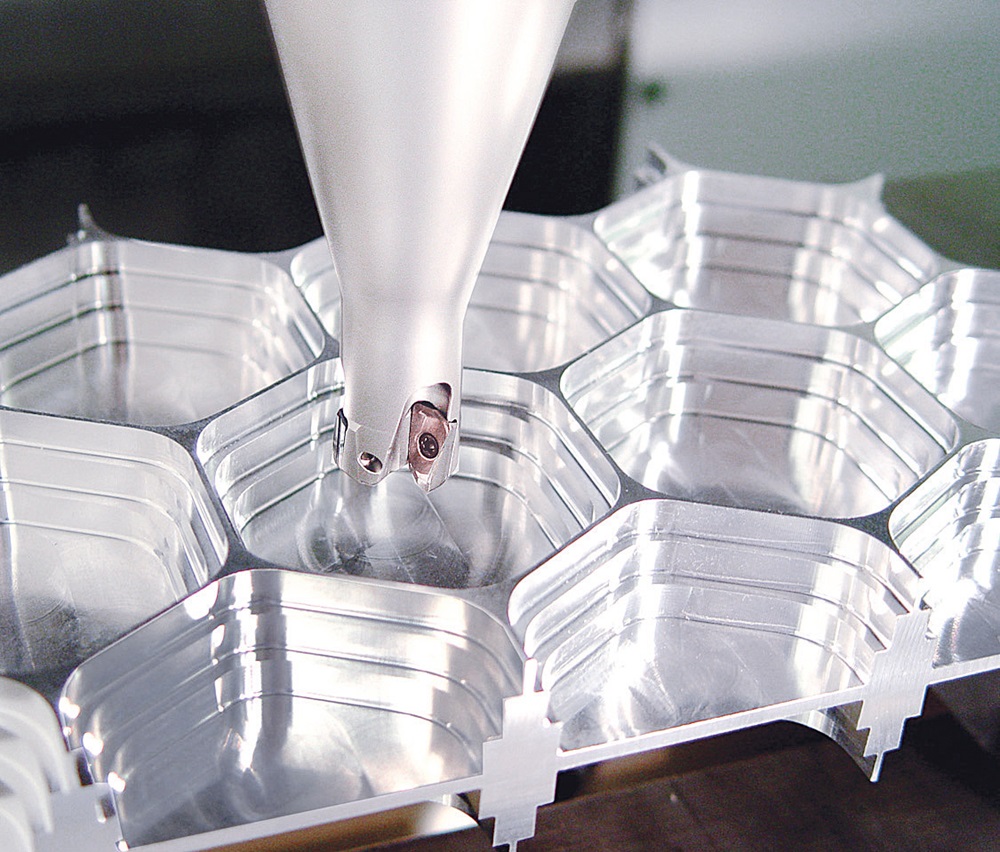
New TopSwiss Micro Boring Solid (MBS) tooling allows for the machining of even smaller applications with greater versatility and flexibility. According to Kennametal, it offers sharp cutting edges, low cutting forces and superior chip evacuation.
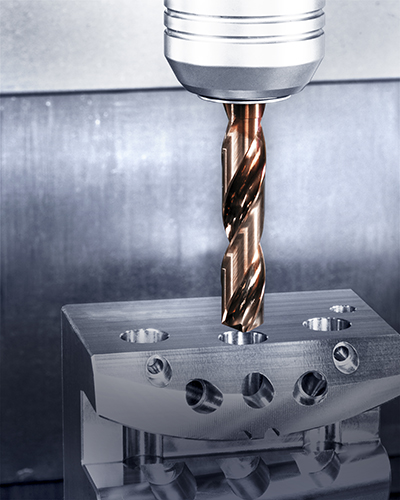
Also new are KCU25B turning inserts for roughing and medium metal cutting at shops working with steel, stainless steel, cast iron and high-temperature alloys. Ideal for the most common turning, grooving and cut-off applications, KCU25B inserts also feature Kennametal’s proprietary KENGold PVD coating, delivering multiple layers of protection for better flank and chipping resistance.
More information www.kennametal.com