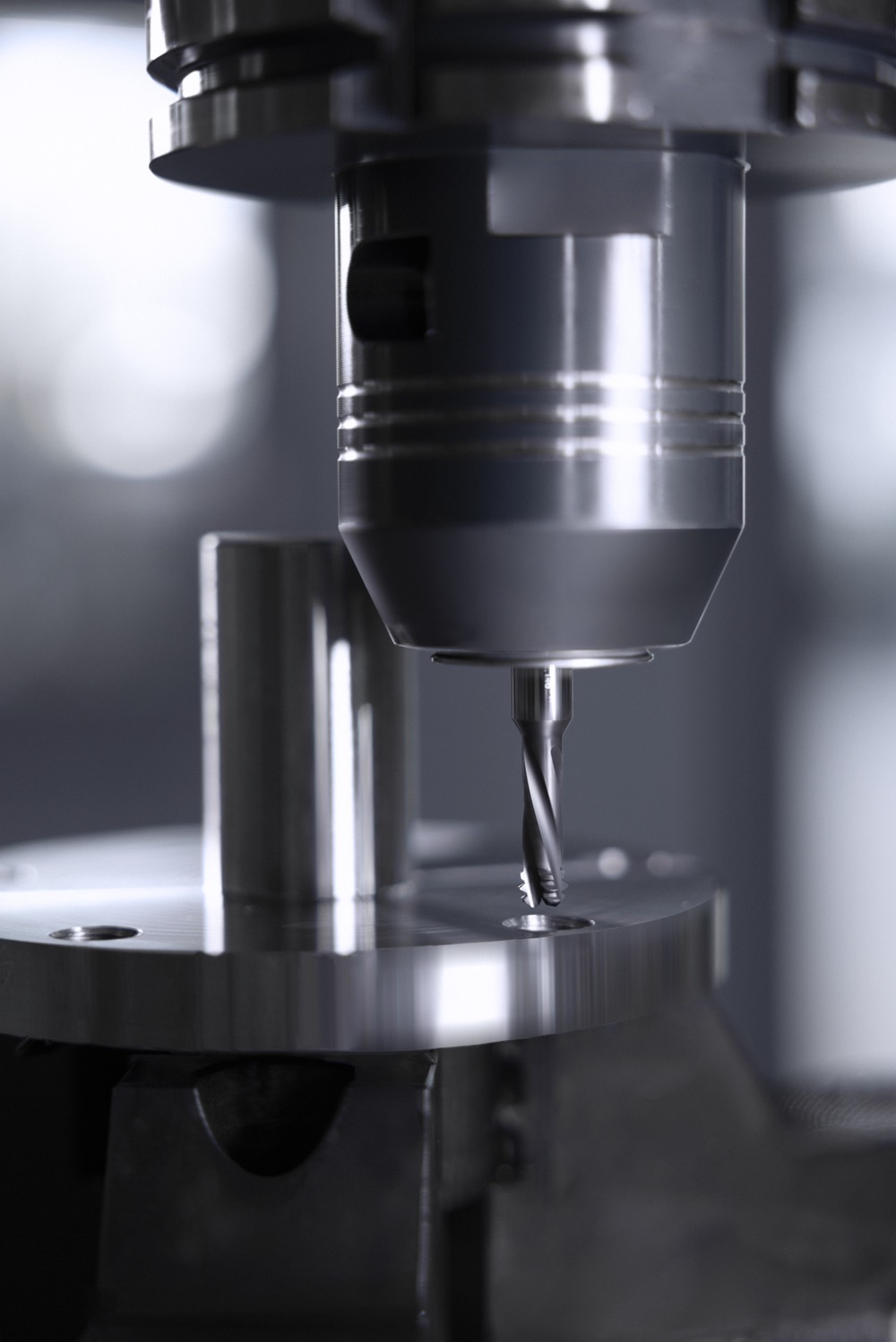
Following the successful launch of the Thrill·tec TC645 Supreme orbital drill/thread mills for sizes ranging from M4 to M12, Walter is now broadening its offering to include extra metric sizes from M14 to M20, along with their imperial equivalents.
The new arrivals boast the same technical properties as the established versions – most importantly the ability to carry out drilling, chamfering and thread milling with just one tool. However, for the first time, users can also benefit from the efficiency of this 3-in-1 function for larger thread dimensions. For instance, the longer paths of the machining program, which are common for large components, now only have to be travelled once instead of three times. For the end user, this reduces non-productive time by two-thirds.
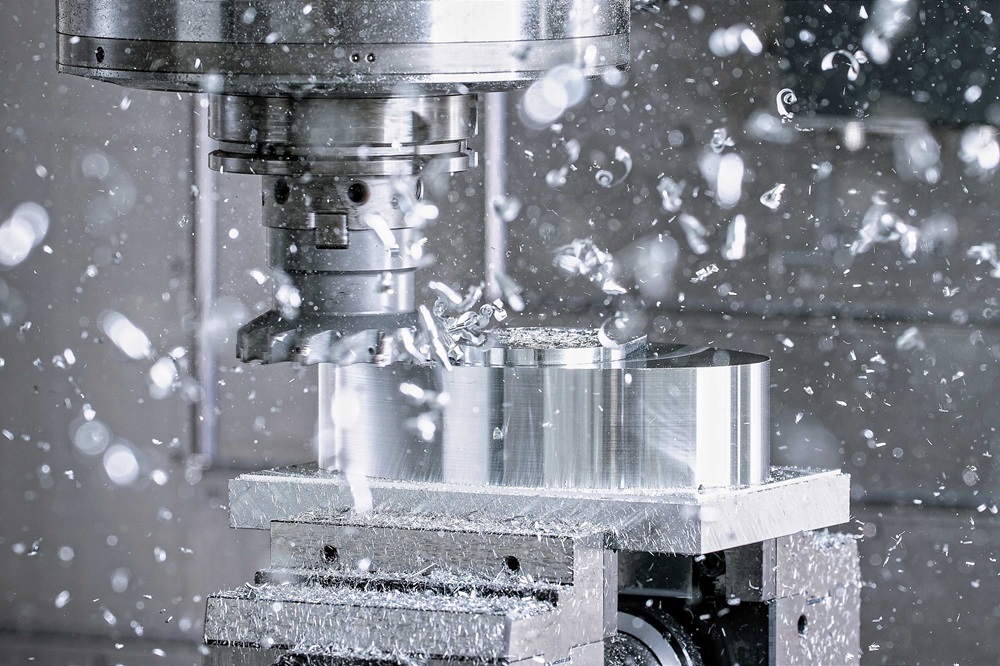
Like all Thrill·tec orbital drill/thread mills, the new versions are also sufficiently rigid for universal use in ISO materials P, M, K, N and S up to 48 HRc, while boasting integrated internal coolant. This feature enables reliable chip removal, especially with a high feed per tooth.
These new additions extend tool life and ensure that blind and through holes are machined with precision and process reliability. The combination of short machining times and long tool life reduces cost per thread, reports Walter, resulting in a tool that benefits both mass producers and users with smaller batch-size production.
Walter offers special dimensions for delivery with a reduced delivery time of three weeks via its Walter Xpress service. In addition to versatility, users from a wide range of industries – such as mechanical engineering, aerospace, automotive and construction – can benefit from the rapid availability of the tools.
More information www.walter-tools.com