The Hilma division of German workholding specialist Roemheld has entered into a 50:50 joint venture with long-term co-operation partner Rivi Magnetics of Sassuolo, Italy, to develop new applications for magnetic clamping technology. Based in Hilchenbach, Germany, Roemheld Rivi is in the hands of Hans-Joachim Molka from the Roemheld management team, who will be responsible for commercial matters, and Davide Rivi, owner of Rivi Magnetics Srl, who is responsible for research and development.
Says Molka: “We see a number of new opportunities in specific sectors in the coming years: drives for electromobility, 3D printing applications, locking mechanisms for rotors in wind turbines, and robotic assembly and handling. Magnetic clamping is aimed at customers working in the supply chains to these sectors.”
Rivi adds: “Magnetic clamping technology, with its many advantages in terms of set-up time optimisation, offers huge market potential that we want to exploit even more. In addition to intensifying sales activities, Roemheld Rivi GmbH intends to launch a development initiative that will significantly broaden the product portfolio.”
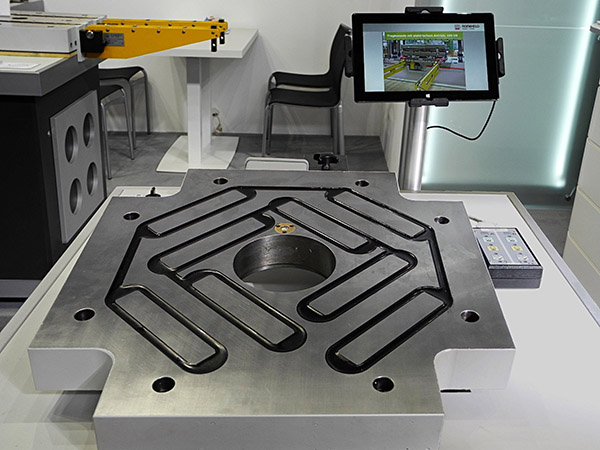
Hilma M-TECS standard and customised magnetic clamping products are manufactured by Rivi Magnetics; the various models being capable of withstanding maximum temperatures of 80°C, 120°C or 240°C. According to the company there has been a noticeable increase in demand for quick mould clamping at the upper end of this temperature range. Systems can be either factory fitted by the machine manufacturer, or retrofitted to existing machines within a few hours.
Designed according to customer requirements with respect to weight (up to several tonnes), complexity of geometry and required clamping force, the systems are widely used in injection moulding and rubber industry, as well as in forming presses and stamping plants.
For further information www.roemheld.com