

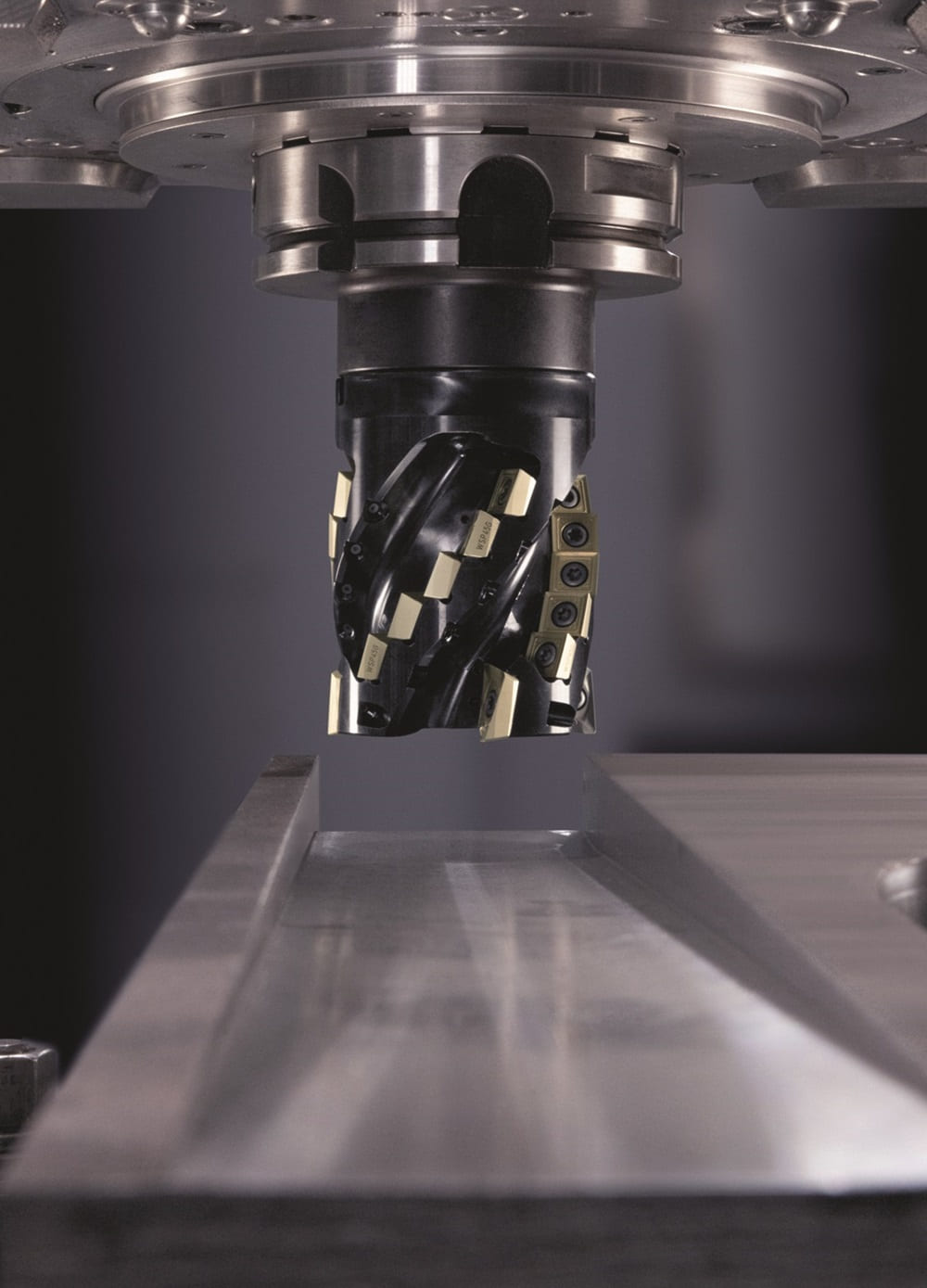
Walter has extended its range of Xtra·tec XT milling cutters to cover diameters 50, 63 and 80 mm with the addition of the M5250 helical mill. The company says that its latest generation of indexable-insert milling cutters is characterised by high performance paired with process reliability.
These capabilities are credit to features like a reinforced insert pocket and insert seat. Moreover, each individual tooth on the M5250 has separate cooling. Walter uses proven, double-edged BC 1605 system inserts on the face of the M5250, and allows users to choose between various corner radii, cutting tool materials and geometries.
The G51 geometry (“the quiet one”) is for applications likely to incur vibration, or for tools with long projection lengths. In contrast, G55W cutting inserts with Walter WaveCut geometry are suitable for titanium components with high volume removal requirements, such as those found in the aerospace industry. Walter uses milling cutter-specific SC 1105 cutting inserts with four cutting edges as peripheral inserts.
In addition to steel, cast iron and materials with difficult cutting properties, the helical milling cutter is also suitable for use on aluminium and other non-ferrous metals. Unlike other fully effective helical milling cutters, Xtra·tec XT milling cutters can also be used for full slotting alongside shoulder milling, pocket milling and ramping.
As well as flexibility and process reliability (thanks to the operational smoothness of the cutter), Walter says the high machining volume results from the effective design of the mill and reduced process costs. These lower costs stem from the two or four useable cutting edges per indexable insert, along with new wear-resistant Tiger·tec cutting tool materials.
More information www.walter-tools.com





