The Brough Superior, a classic British motorcycle designed by George Brough in 1919 and manufactured in Nottingham, was of such high quality it was dubbed the Rolls-Royce of motorcycles. One famous customer, TE Lawrence (Lawrence of Arabia), owned eight and died in 1935 from injuries sustained when he crashed number seven.
In 2014, the Brough Superior brand was purchased by a Jersey-registered corporation, which engaged Thierry Henriette to create a Brough Superior factory near Toulouse, France. The factory produces luxury motorcycles at the pinnacle of exclusivity and distinction. Although production is in France, the British spirit of design has been maintained through a joint venture with Aston Martin to create the AMB 001 Pro, a limited-edition, high-performance motorcycle.
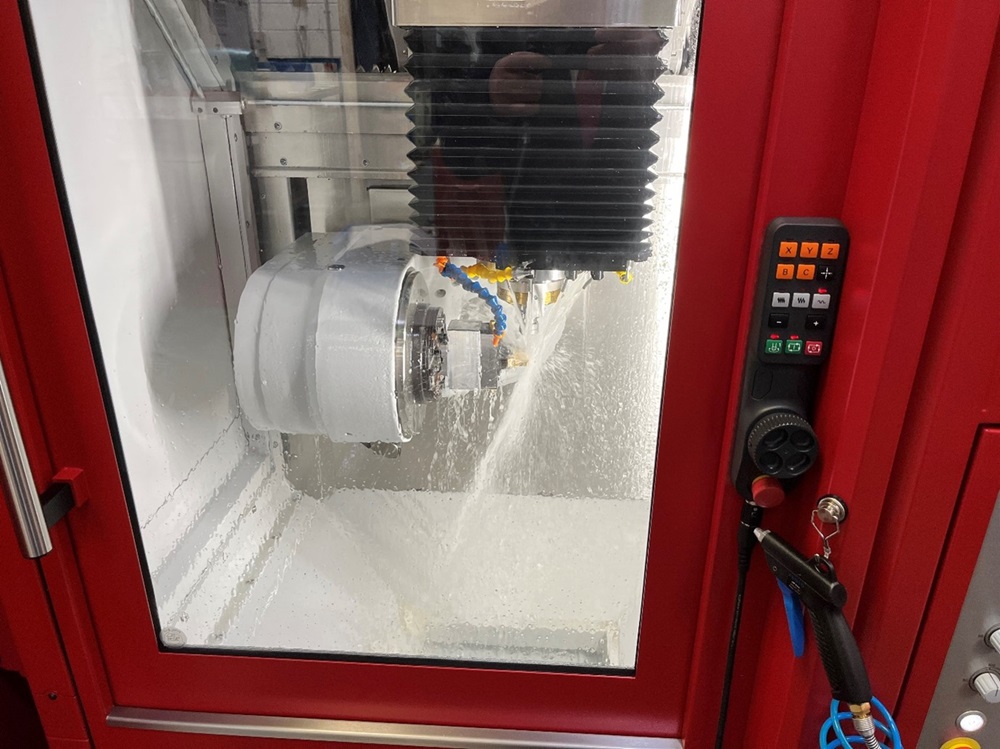
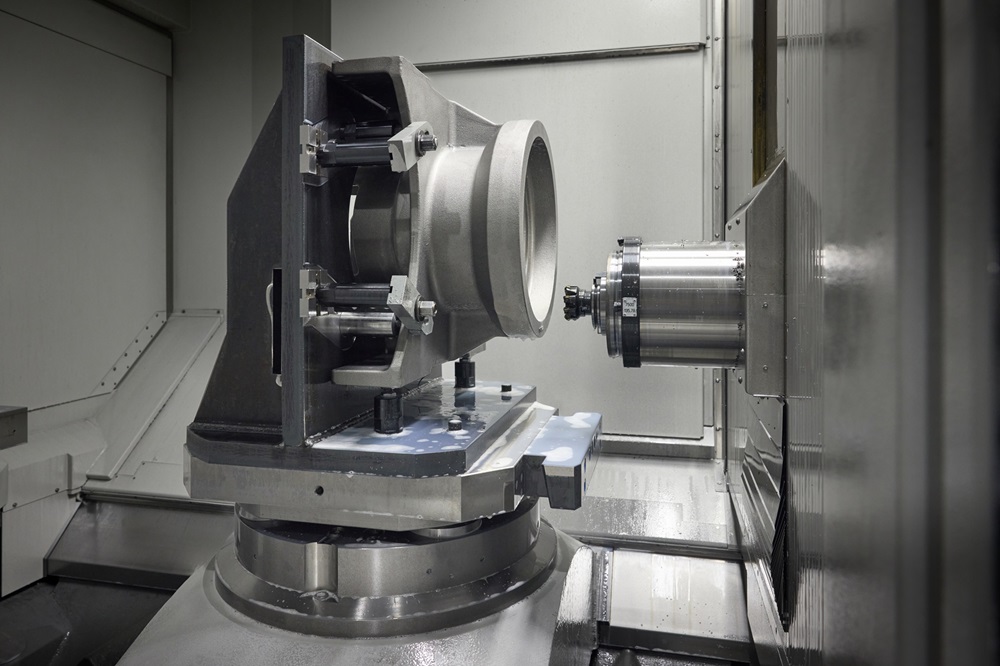
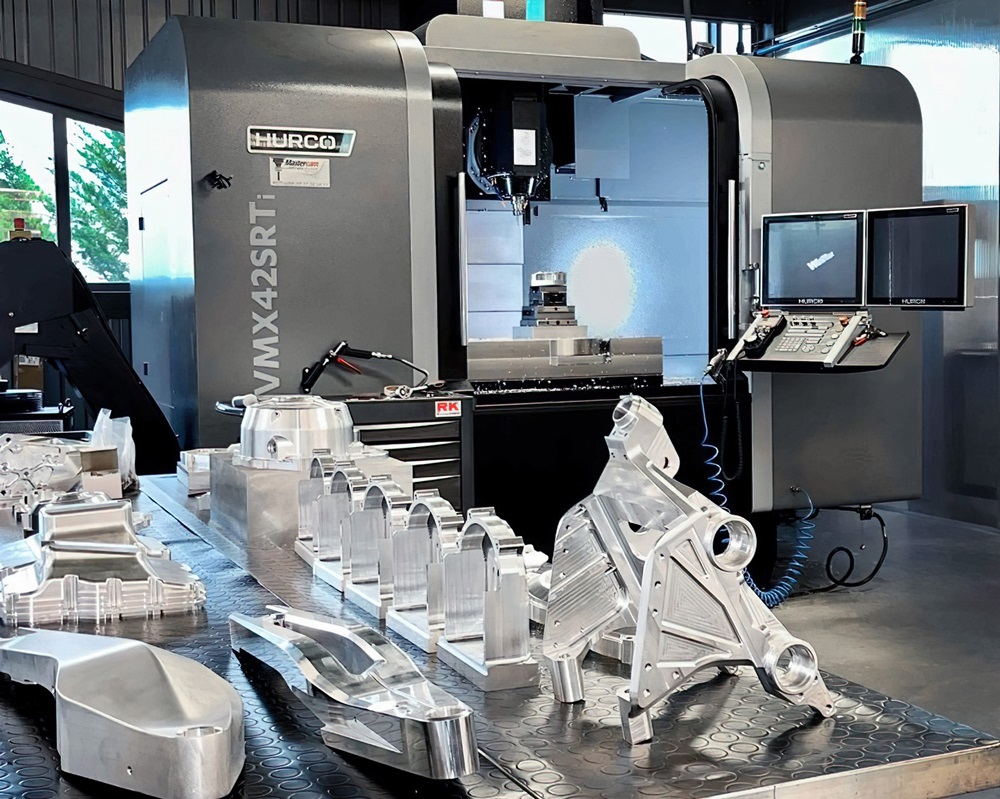
To support the R&D process, it was necessary to bring in-house the manufacture of certain complex prismatic components. A Hurco VMX42SRTi five-axis VMC was chosen due to its ability to achieve the accuracy and surface finish required. It is also able to accept 3D models directly into the proprietary WinMax control, which is renowned for its suitability for high-mix, low-volume production. Additionally, and most importantly, the machine enables the manufacturer to go even further in the customisation of motorcycles for its discerning clientele, offering different machining finishes and engraving possibilities, and assuring high component quality.
The VMC also supports CNC machining of a new dual-cylinder, 997cc engine for the AMB 001 Pro. Manufactured from solid aluminium billet, the engine is lighter, stiffer and more powerful than in previous Brough Superior bikes. As well as powering the AMB 001 Pro, the engine has been designed to fit perfectly into contemporary versions of the classic Lawrence and Dagger motorcycles. The majority of metal removal and finishing is completed in a single set-up on the Hurco VMX42SRTi.
More information www.hurco.co.uk