MR Components, a medium-sized company from Grigno, has significantly increased its production capacity and simultaneously improved quality by introducing intelligent automation with Emagvertical turning lathes (VTLs). The company, which specialises in the production of parts for differential and planetary gears, now produces around 80,000 components per month.
Alessandro Reguzzo, the founder and managing director of MR Components, says that the key to success lie in the consistent automation of manufacturing: “The use of automated machines was the key to accelerating our production. The machines run unmanned, allowing us to produce in the evening without having to introduce a night shift.”
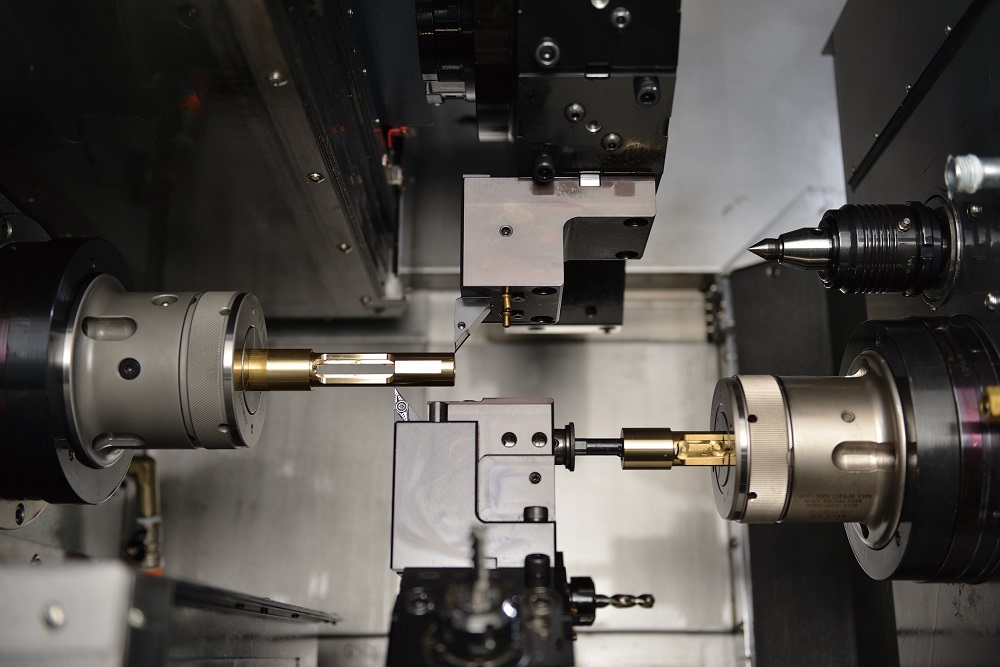
MR Components relies on Emag machines equipped with integrated measuring probes, allowing 100% component inspection. In fact, the company uses various manufacturing systems from Emag to meet the different production requirements of its customers.
“On one of our production lines we work with Emag VL 7 machines, where the operator manually places the workpieces on the automation belt,” explains Reguzzo. “On other production lines we work with VL 4 machines that feature TrackMotion automation. Here, automation is very fast and we have greater autonomy, so we can also run the machines in unmanned mode.”
There are also other Emag manufacturing systems on site, such as VL 4 and VL 6 machines automated with robots. The decision was made to use a system with robots here, as many components have to undergo other operations in addition to turning, such as marking, which can take place very easily and flexibly with the robot.
MR Components is now planning further investments involving the use of two VL 8 machines in combination with robots to produceparts with diameters up to 450 mm.More information www.emag.com