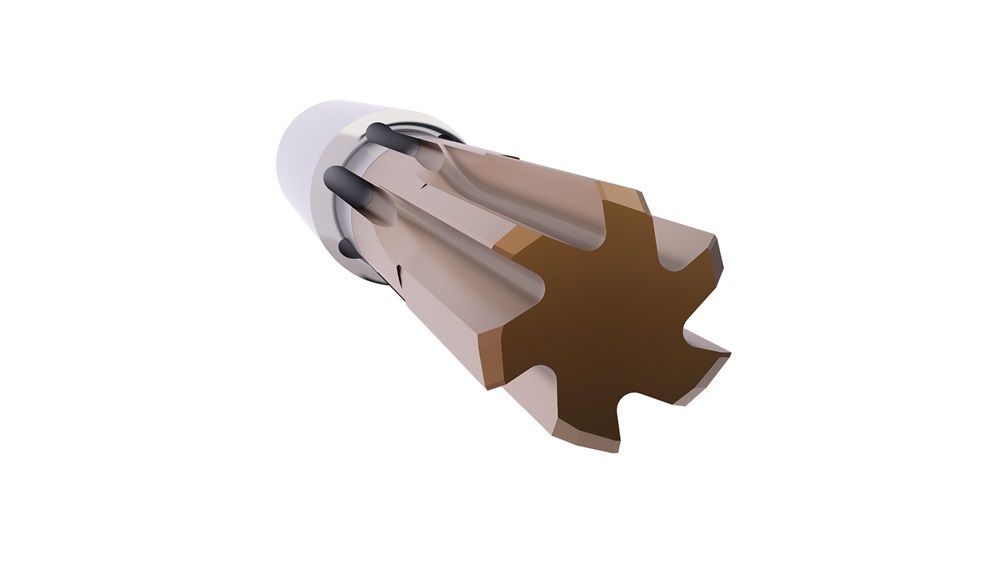
Walter is launching a new range of thread milling tools called Thrill·tec that combines the machining steps of core-hole drilling and threading in a single tool and operation. This is also true of the TC645 Supreme circular drill/thread mill, which additionally produces a chamfer at the thread entry.
Combining work steps improves productivity and makes this three-in-one thread milling cutter ideal for mass and small series production alike. High-volume producers can benefit from longer tool life and shorter machining times. Furthermore, the ability to multi-task results in significantly less machine downtime for tool changeovers. The TC645 Supreme pays dividends for small-scale manufacturers because they only have to use one tool, reducing changeovers and tool positions in the machine.
The left-hand cutting thread milling tool is suitable for multi-tasking operations, credit largely to the milling geometry on its face and the internal coolant supply. According to Walter, the tool optimises chip removal, even at high cutting speeds, and demonstrates high feed per tooth. As a result, the tool is suitable for blind-hole and through-hole threads in dimensions of 2 or 2.5xD. The universal thread milling cutter is for use on all ISO materials from P, M, K, N and S up to 48 HRc, due in large part to Walter’s WB10TJ grade coating.
In addition to high process reliability and universal operation, the main advantage of the TC645 Supreme is its cost efficiency. Faster machining and reduced indexing times keep the cost per thread relatively low. Walter is offering the TC645 Supreme in dimensions of M4 to M12, UNC8 to UNC½ and G1/16 to G¼. Additional variants will become available as the line expands.
More information www.walter-tools.com