Tenon Engineering enjoys a global reputation for its high-precision manufacturing capabilities. In addition to serving an international scientific equipment client base, the Dorking, Surrey-based business counts companies involved in similarly demanding technical sectors as loyal customers.
Approximately 80% of Tenon Engineering’s output is exported to major markets in the USA, Asia, Africa and mainland Europe. Along with its high-precision subcontract work, the business also manufactures for its sister company, Wallace Instruments, a specialist in the quality assurance testing of rubber, plastics and other materials.
Given the nature of the sectors it serves, and the critical functions that much of its output is designed to perform, quality, accuracy, efficiency and reliability are central to the ethos of the business. To help ensure adherence to these values, Tenon Engineering boasts a comprehensive range of in-house resources, including multi-axis machining, cylindrical grinding, precision sheet metal fabrication, assembly and coil winding, and electrical motor manufacture.
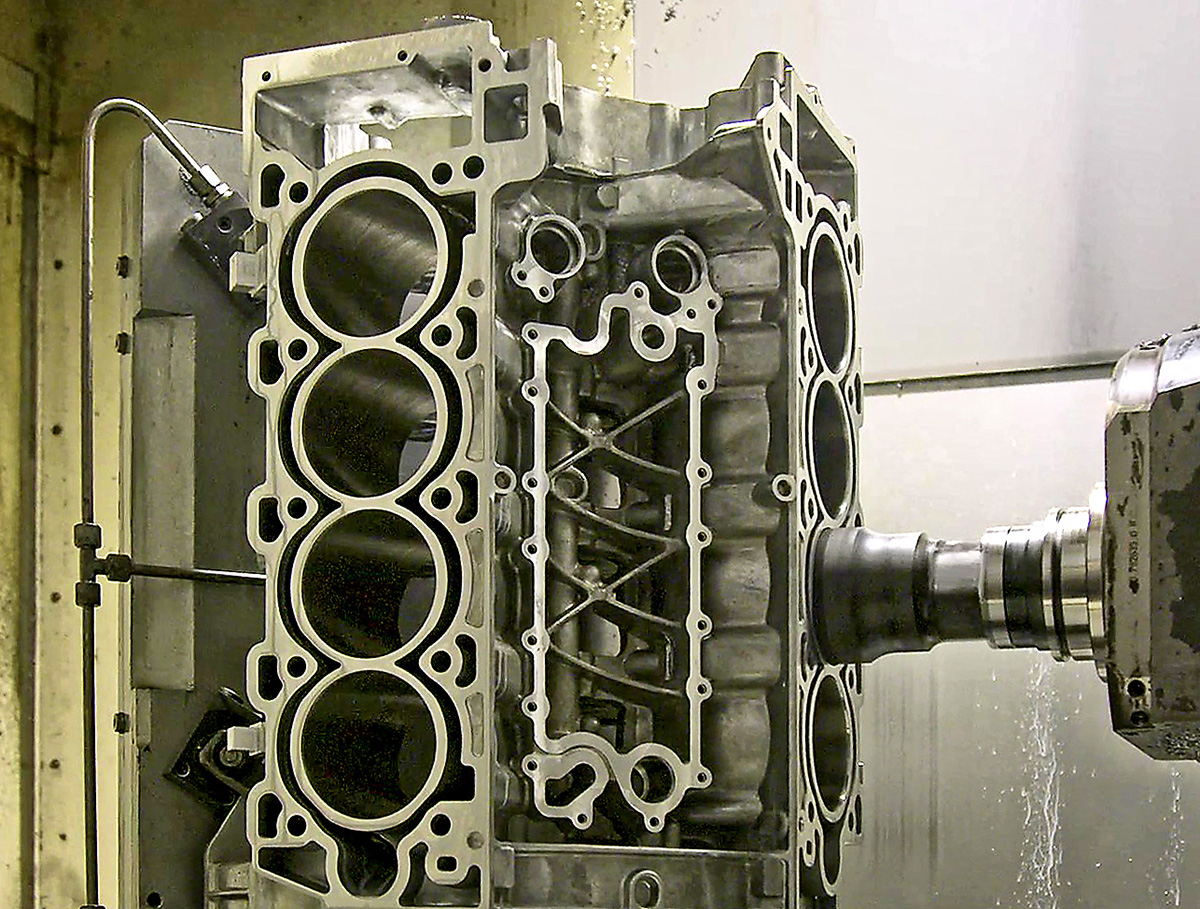
The company’s machining facility houses a variety of advanced CNC machine tools, including a range of Dugard CNC lathes and several multi-axis machining centres. As the company’s machine tools are normally involved in performing the low-volume production of high precision parts, to help minimise job changeover times and reduce non-productive periods, Tenon Engineering’s chief engineer Terry Healy searched for a suitably efficient work-holding system. He found the answer to his quest in a Lang pre-stamping unit along with a collection of Lang Technik Makro Grip Vices.
”Our capabilities and world-class engineering expertise, from the design and development of prototypes to all aspects of manufacturing, means that we can provide innovative solutions across a multitude of industries,” reports Healy. “Therefore, our international customer base includes companies involved in the scientific instrumentation, materials testing equipment, aviation, medical instrumentation and quality control analysis sectors. The nature of our customer means that we generally employ our machine tools in high-value, relatively short machining runs.”
Consequently, with the intention of cutting the times lost in job changeovers and increasing our machining efficiencies, Tenon Engineering invested in Lang Technik’s advanced pre-stamping technology and Makro grip vices.
“The use of Lang Technik’s advanced work-holding systems on our machine tools has achieved our target of significantly speeding-up our job change-over times and increasing the efficiency of our machine tools,” explains Healy. “By using our LANG Technik products, a lot of the work involved in setting-up the next job on a particular machine tool can now be done while the current machining task is still being performed.
“Now, within the cycle time of an existing job, our production staff use our new Lang Technik stamping unit to make high-precision, small indentations into the next workpiece blank to be machined,” he continues. “Then, when the prepared workpiece is clamped into one of our Lang Makro-grip vices, the features on the vice’s jaws engage precisely with the workpiece’s pre-stamped indentations. By using this arrangement, we’re able to achieve outstanding holding power while only needing to apply minimal clamping forces. Also, the rapid loading and unloading of our Lang Technik work holding means we have achieved much quicker job change-over times.”
Adds Healy: “The system’s reduced holding pressure requirement ensures that, under all machining conditions, we’re able to securely clamp from the softest to the hardest of materials without worrying about the component deforming or the vice loosening its grip under high machining loads. An added advantage is that the Lang Technik stamping unit makes its indentations into just the last 3 mm of each workpiece blanks. Therefore, we’re now also making savings on material.”
Notably, the many benefits gained from the use of the innovative Lang Technik pre-stamping technology and Makro grip vices has ensured that the system has become the benchmark clamping method for ultra-secure five-axis machining.
The toothed jaws of conventional vices must perform two distinct roles, in addition to indenting workpiece’s material, they must also securely hold the workpiece under all machining loads. Commonly used vices are only able to exert a maximum pressure of approximately 4-6 tons. As a result, the effective penetration of their jaws into workpiece material can be problematic, especially when clamping harder metals. Also, to ensure adequate piercing of the workpiece, a vice’s teeth must remain sharp. Due to the exposure of vice teeth to high levels of torque and wear in use, their clamping ability inevitably declines. Subsequently, when using conventional vices during the machining of soft, distortion-prone materials, jaw teeth also tend to lose their holding power and work free from components when under machining forces.
Using Land’s advanced stamping technology overcomes these issues by applying up to 20 tons of pressure during the pre-stamping of workpieces. This capability guarantees the creation of precise indentations, even when applied to the hardest of materials. Following pre-stamping, as the teeth of Makro Grip Vices engage exactly with the pre-stamped indents, only relatively low clamping pressure is required to hold the workpiece securely. In addition to holding the workpiece in the vice under the most severe machining conditions, the truncated pyramidal shapes of the pre-stamped indents prevent vice teeth from moving deeper into the workpiece material by providing a defined penetration limit.
Despite the application of comparatively low clamping pressure, the holding forces exerted on workpieces held in Makro Grip vices actually become greater, the harder and more resistant the workpiece material. Moreover, as workpieces are prepared before being loaded into the machine tool, machine downtime reduces significantly.
For further information www.lang-technik.co.uk