GCH Machinery has recently shipped a turnkey grinding system to a major automaker. The system will manufacture transmission parts for the carmaker’s EV (electric vehicle) product line. Not only was the automaker’s older dual-head grinder updated to the latest technology, it was redesigned and repurposed by GCH Machinery to fulfil the global company’s green initiative. High-efficiency motors and a mist containment system are among new system’s components that will support the automotive plant’s move toward environmentally friendly manufacturing.
“Before reviewing the specifications of the car builder, we had a number of ideas of how to best serve the EV industry,” says Dan Geddes, president of GCH Machinery. “Everyone is going green and, as a cutting-edge grinder remanufacturer, we’ll play an important role in the EV industry.”
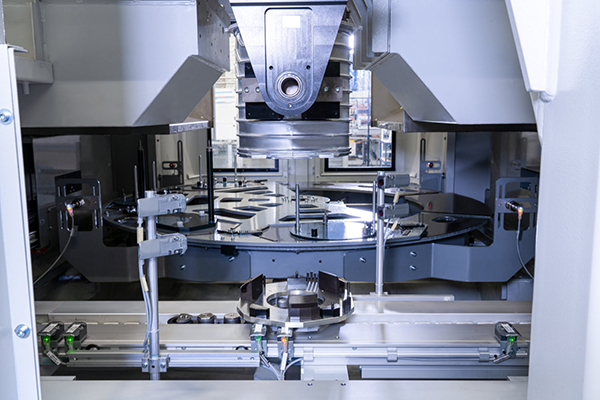
This fully automated grinder, with two separate and independent grinding wheel spindles, can process two ends of the part simultaneously, thus eliminating the need for a second grinder. Furthermore, the machine’s ability to process specific sections of the part at the same time leads to a more accurate part, which is critical to any transmission.
“We took an older machine that wasn’t able to hold size and was difficult to keep in operation due to its many older components, and retooled it for two brand-new EV parts,” explains Geddes. “The automated turnkey system produces parts that meet the automaker’s tight tolerances.”
The grinder meets all of the automaker’s green standards, as well as safety standards established by the UL.
Other features of the remanufactured grinder include updated electrical controls, an internal robot, an in-process part gauging system, an HMI touchscreen, a wheel balancer, an automatic part de-oiler, and new lubrication, pneumatic and electrical systems.
For further information
www.gchmachinery.com