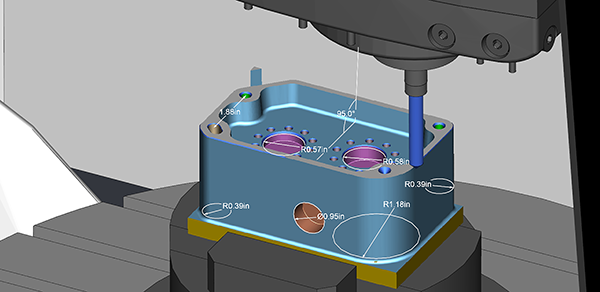
Being able to import completed NX assemblies into G-code simulation software is proving to be a valuable time-saver for the Nuclear Advanced Manufacturing Research Centre (Nuclear AMRC). NCSIMUL, part of Hexagon’s Production Software portfolio, guarantees that finished G-code sent to CNC machine tools, is 100% accurate, and collision free.
“It gives us an exact representation of what’s happening on the machine,” states Tom Parkin, production engineer at the Nuclear AMRC. “Having this digital twin is absolutely vital in ensuring cutting paths are correct.”
![]()
And the software’s ability to import full NX assembly files is an added bonus. “CAM and simulation systems generally aren’t particularly user-friendly when it comes to positioning individual models,” says Parkin, “but being able to take an NX assembly, including a fixture, stock model and the final part, is particularly beneficial. Without it, we’d have to import single models one at a time, import the fixture by itself and position it, and import the stock model and position that in relation to the fixturing. NCSIMUL, however, allows us to import a full assembly file from the NX package straight into the simulating environment. From there I can select where my datum positions are, select the tooling, put the NC program in, and run the G-code simulation.”
This point is reiterated by principal production engineer Andrew Wright. “Some of our set-ups are quite complex, in that they have multiple pieces of stock and workpieces, plus fixture items. So being able to take in a file containing full assemblies which have been designed in CAD and not have to manipulate them, saves us considerable time.”
For further information www.ncsimul.com