When a prominent West Midlands subcontractor won a long-term contract for machining con-rods for the yellow goods industry, it called upon the cutting-tool expertise of Mapal to reduce costs and improve productivity.

Machining over 15 con-rods on a daily basis with a contract term at a minimum of two years, efficiency, process reliability and cycle time reductions were deemed to be the key project parameters.
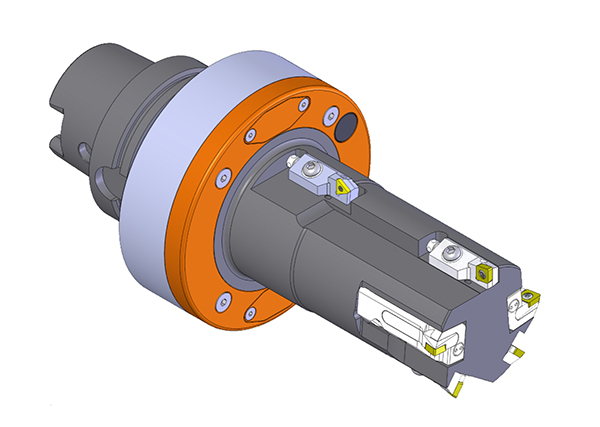
Commenting upon the application, Mapal’s national sales manager Eugene Nugent says: “Our customer involved us from the very start of the process based on our reputation for automotive tooling solutions and con-rod machining. The cast steel con-rods are hardened to 62 HRc, which makes them a challenging proposition. In addition, the drilling operation leaves between 0.15 to 0.17 mm stock allowance for reaming. We applied a 40 mm diameter guide-padded reamer and every bore now has a surface finish of less than 1.6 Ra.”
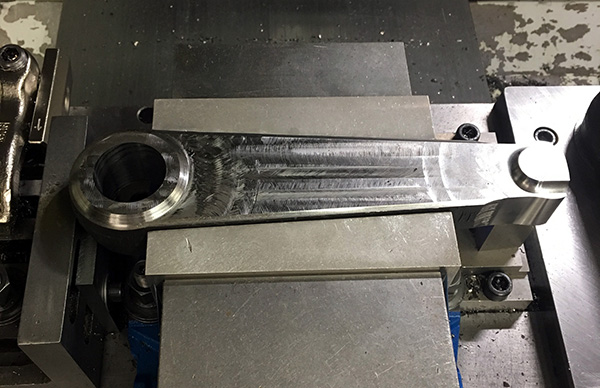
The success of the 40 mm diameter reamer opened the door to trial further tools on the con-rods. For instance, Nugent identified an opportunity whereby a competitor end mill was finish-profiling hardened con-rods in a cycle time of 8 minutes. The eight-flute 16 mm diameter end mill was expensive, had limited tool life and was not demonstrating sufficient productivity characteristics.
Recalling the situation, Nugent says: “I ran trials with a 16 mm diameter Optimill Uni end mill and instantly reduced the cost of tooling by 45%. However, this changeover was more than just a cost reduction exercise. The Mapal Optimill Uni is running at 2500 rpm with a feed rate of 1100 mm/min on a very difficult material, and the results have delivered a cycle time saving of 3 minutes per part.”
For further information www.mapal.com