


Generating grinding with tools that can be dressed is an established technology in gear production. ZF Steyr Präzisionstechnik GmbH uses this process for a wide variety of applications, from prototyping to series production. Flexible machines manufactured by Kapp Niles and available in the UK from the Engineering Technology Group (ETG) are said to be suitable for all applications, offering short set-up times.
ZF is a global specialist in driveline and chassis technology with around 230 sites in nearly 40 countries. One of these is ZF Steyr Präzisionstechnik GmbH in Austria. Approximately 500 employees produce components and gears for agricultural machines such as tractors, combine harvesters, forklift trucks and special machines, as well as steering gear components for the automotive industry. The company rarely produces a large series for this portfolio, but rather focuses on small-to-medium batch sizes with high part variance. Typical lot sizes are 200-500 pieces, but for some products, it can be as large as 5000 to 6000. Capacity utilisation is high with 17 shifts usually scheduled per week – three from Monday to Friday and two on Saturdays.
The major issue for ZF Steyr is the extraordinarily high precision. The noise emission requirements require immense accuracy for some components. Steering gears, which are located near the passenger compartment, are a typical example. ZF Steyr relies entirely on the products of Kapp Niles for grinding purposes. Some 15 different machines are in production, a number of which are brand new.
Otmar Schlachter, head of the production process and tools management at ZF Steyr, explains the long-standing co-operation: “With Kapp Niles, the combination of tool and machine works perfectly; the machines are always running. You don’t always find this interaction between machine and tool with manufacturers from whom you only buy one part.”
![]()
Lukas Aigner, deputy head of the profit centre Räder, adds: “The user interfaces are mostly the same, so an employee who is trained on one machine can also operate the others. In addition, many components are interchangeable, which facilitates easy maintenance work.”
In general, Kapp Niles tries only to use as many standardised parts in a machine as necessary to simplify the spare parts maintenance of various machines for the customer. The service also includes remote diagnosis, which allows a technician from Kapp Niles to get an impression of the machine in question before travelling to the site. At times, this might save a complete journey to the customer. Even service works, such as installing new software updates, are possible online.
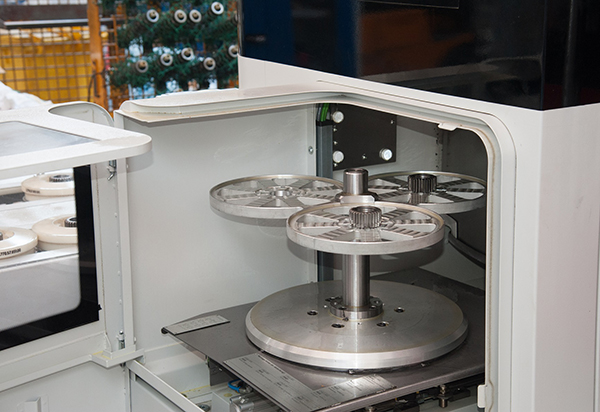
The latest acquisition at ZF Steyr is the KX 260 Dynamic grinding machine. A smaller version, the KX 100 Dynamic, is already in use. Both are further developments of the multi-spindle design already realised with the KX 160 Twin. As a pick-up machine with integrated automation, it is characterised by very short set-up and process times. The optional automated clamping device makes these machines equally suitable for series production with large and small batches.
Kapp Niles’ KX 100 Dynamic has two separate mounted columns, whereas the KX 260 Dynamic has only one. The columns are fitted with a vertically moveable pick-up axis, each equipped with a workpiece spindle. While a workpiece is being ground, the other pick-up axis removes the finished workpiece and loads a blank part on the workpiece spindle. The workpiece is aligned outside the working space so that the workpiece spindle can be swivelled to the processing speed and synchronised into the workspace, reducing non-productive times. For the KX 260, this can be reduced to 3.8 seconds. The multi-functional axis is used for discharging measurement and test parts.

Only continuous grinding with adjustable grinding tools is used as the processing method. Depending on the application, both dressing tools with an integrated head dresser and flexible tools with an independent head dresser can be used on the dressing unit. The topological generating grinding option makes it possible to produce gear grinding with or without targeted entanglement. A major advantage of this machine concept is the full integration of automation functions, since the parts can be loaded and unloaded from a belt without further handling devices. Optionally, a measuring unit is available for measuring and evaluating all relevant gearing features.
The set-up operations on the Dynamic machines are also partially automated, such as the screw change function. For this purpose, only the interchangeable prism is manually swivelled out of the park position. The machine then places the tool securely at the push of a button, before the operator swivels the tool into an ergonomic position and changes the screw manually or with a hoist.
“The change can also be easily managed by new employees, as the machine shows the set-up sequence on the display and provides point-by-point instructions on what to do,” says Aigner. “In addition, the employee must acknowledge every step, so no mistakes occur.”
Adds Schlachter: “Quick machining times are important, especially for small components in large quantities. The pick-up procedure is a valuable tool for this purpose. For us, however, the fact that the diamond dressing rolls are interchangeable on all machines is also very important. When a machine is occupied, we can move to another machine for an order. It’s only thanks to this flexibility that we can manage our portfolio.”
Small and medium batch sizes are the core business at ZF Steyr. From time to time, however, prototypes are also required. In case of large series passenger car production, it is very difficult to organise such special orders. Nevertheless, the corporate group relies on these components.
“Gear manufacturers want new features every 3-4 years,” says Schlachter. “In the case of higher class vehicles, the demands on performance and gearing keep increasing while the installation space remains the same. We have to produce prototypes quickly. For this purpose, production with adjustable discs is unbeatably fast. You take a grinding wheel, pull the profile on it and you can grind within one day. I’d normally wait 8-10 weeks for a new tool. It’s then ground out of the full material. In the case of a prototype, it’s irrelevant if the machine runs for two hours.”
Ulrich Roos, regional sales manager for automotive sales at Kapp Niles, describes how the machines support this process: “Some machines must be programmed block by block. Our controls can independently generate programs. First, you simply enter the gearing and technology data. The latter can even be left to the machine. It then makes suggestions for the number of cuts and strokes, speed, and infeed depth. Therefore, you don’t need to know all the complex inter-relationships. If required, you can of course make corrections based on your own experience. Once the input is complete, the machine generates the program at the push of a button.”
For further information
www.engtechgroup.com





