


Some years ago, ebbing oilfield business conditions spurred LeanWerks, based in Ogden, Utah, to pursue work in other industries (including aerospace and high-speed automation) to establish a more balanced customer base and steadier work flow.
Reid Leland, company president and co-founder, points to one example: an aluminium investment casting for a jet engine fuel filter housing. LeanWerks considered how it might take advantage of the milling capability of its Mazak Integrex i200S turn-mill to minimise the number of times the part is touched during machining. However, the part with its complex datum structure requires tight tolerances, including true-position tolerance of 0.25 mm on some widely separated features, and size tolerances of 0.01 mm and true position tolerances of 0.05 mm for other, less separated features.
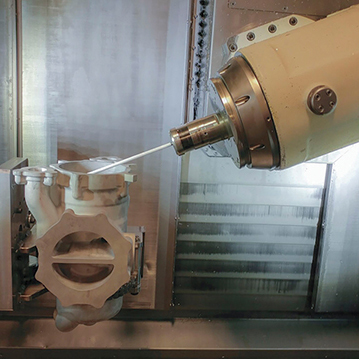
To enable the effective machining of five faces of the investment casting in a single set-up, one of the measures adopted by LeanWerks was the integration of a touch-trigger probing system. As the turn-mill featured only one probing channel, LeanWerks retrofitted the machine with a Renishaw RMI-Q radio receiver and installed a PLC card in the main machine control panel to handle a second probe signal. The short probe uses a 25 mm long stylus, while the long probe uses a 50 mm long stylus mounted on a 200 mm extension. Both use a Renishaw RMP60 probe body.
The probing routines were programmed using Renishaw’s Inspection Plus software, and the resulting code was added to the machine program at the appropriate locations.
Alongside other measures, the process LeanWerks developed to machine this investment casting job on its turn-mill machine improved the production rate from 10 hours per part to less than two hours.
For further information
www.renishaw.com





