




Consistency of manufacturing cycles enabling extended unmanned running, while maintaining accuracy and precise levels of surface finish and repeatability, are critical to elastomeric rubber seal, gasket and moulding specialist TRP Sealing Systems’ production at its Hereford headquarters. The company has been able to maintain high levels of overall productivity during the past three years following the establishment of its own toolroom and the installation of a Wele large bridge-type (LB series) LB421 gantry machining centre.

Supplied by 2D CNC Machinery, the investment was critical in order to bring often very complex mould production and refurbishment operations in-house as front line support to its seal moulding and gasket manufacturing. Here, rubber mouldings weighing up to 5 kg are produced in ‘made-to-order’ batches of up to 250,000 a year from mould tools that can vary in size between 300 mm square to 3900 x 1700 mm. These variations in mould sizes are all now machined complete in a single operation on the Wele machining centre.
“We design and develop each mould to suit the material specification, which can also include cross-blended types, direct from customer supplied 3D models or drawings of the gasket or seal they require,” says quality manager Jo Privett. “This can be extremely demanding and often draws on our 35 years of production expertise where finished component thickness can vary between just 2 and 20 mm. However, there are added complexities due to geometry applied to the form, special radii and the transition between areas into both the bottom and top halves of each mould.”
Clearly, machining accuracy and especially consistency is important to TRP. While the final moulded component can be to a tolerance of ±0.15 mm, to ensure maximum production life from the mould, process sizes are normally maintained very close to bottom of the designed tolerance band, which can mean within 0.08 mm. However, even more demanding is that tolerances of form in the mould can be as tight as 0.03 mm.
Here, the accuracy and repeatability of the Wele LB421 has proven critical and is now well-proven, even when the 4000 x 2000 mm machine table is fully loaded with mould plates.
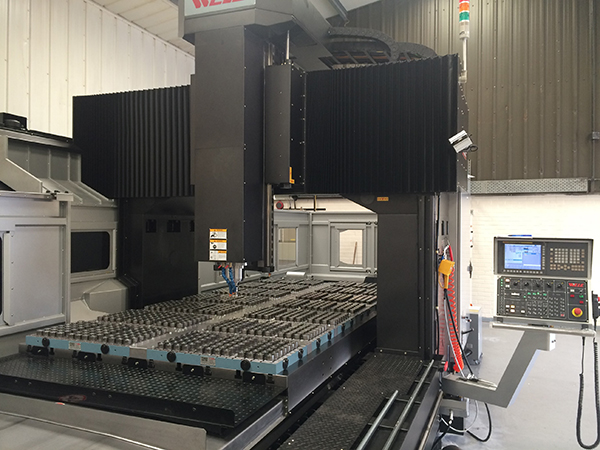
The mould plates are retained in place using magnetic pads, and tolerances have to be maintained across the whole table area. This is aided by the 15-tonne capacity table design that incorporates triple sets of heavy linear roller guideways on the X axis; an advantage for stable machining against most machines of this type, which have only two.
Recently, following almost three years of continuous production, as part of the company’s regular quality audit, it was decided to lightly re-skim the 1225 magnetic pads which are fitted to the table. These provide a datum and hold each mould in place, giving total access to the top surface of the mould plate and eliminating the use of clamps. When completed, the inspection report qualified that the total area of the table had be machined within 10 µm.
Originally formed in 1981, TRP Sealing Systems has progressively grown to become a global business while still maintaining 80% of sales within Europe. The company has set up manufacturing operations under control from Hereford in China and India to serve the Asian and Middle East markets, plus a facility in Romania. As a private company TRP employs some 750 people worldwide, with 300 based in the UK where all design and process engineering takes place. Serving customers in the automotive industry, TRP is also a regular supplier to the electronics, biotechnology, food, medical, chemical, marine, power generation, oil and gas, aerospace and defence sectors.
An important part of the company’s success is its advanced laboratory for compilation of material specifications and seal development, which involves the tailoring of special polymers to suit specific and often ground-breaking applications. This ties in with TRP’s in-house tool design and prototyping service, where the latest rapid-prototyping equipment, including laser and 3D printing, is installed. There is also a facility to produce bonded-metal components.
“The Wele machine is a flagship investment, not only due to the specification that creates the ideal manufacturing and economic production environment, but also because 2D CNC Machinery fully appreciated our needs and has continued to provide high levels of ongoing support as we progressively develop our toolroom operation,” says managing director Simon Children.
The Wele LB421 has axis travels of 4060 mm in X, 2180 mm in Y (2800 mm optional) and 800 mm in Z (up to 1400 mm optional), and each has high accuracy positioning through Heidenhain linear scales. The direct drive spindle motor is powered by a 30 kW motor providing a maximum speed of 15,000 rpm. A 32 tool magazine is standard, and included in the machine specification is a Renishaw OMP60 optical transmission probing system for automatic workpiece measurement. Control is by Fanuc 31iMb with an AICC (1000 bps) data server.
Previously TRP used external UK mould suppliers, but now 99% of production is within the business. With regard to the Wele installation, machine programmer and setter-operator Dean Sletcher explains its versatility as a production solution: “When we have to produce moulds for volume component production, we set the machine table with two mould base plates and a top plate. Each plate in our standard requirement is 22.5 mm thick and produced out of EN8 or P20 material, and can be up to 3900 x 1700 mm in size. Having a complete set of moulds in production on the same table helps to ensure we can maintain our standards uniformly.”
Once set, production is continuous, running unmanned at night and through weekends. Sletcher has the machine’s Fanuc 31i MB control connected to his mobile phone to alert him should the process stop, at which time he returns to the factory to reset and continue the production cycle.
Milling cycles form the majority of production processes using standard carbide cutters between 0.4 mm diameter for profiling and 63 mm diameter for face milling. Mostly, depths-of-cut tend to be around 4 mm. U-drills of 14, 20 and 24 mm diameter are used for producing mould clamping holes.
“Due to the predominance of small tools, we specified the machine with a 30 kW, ISO BT40 taper, and a direct-drive spindle in place of the normal BT50 taper specification,” says Sletcher. “This allows us to effectively machine at speeds up to 15,000 rpm as we perform extensive profiling and surfacing of seal features without the use of form tools. As moulds are compression types and run hot at 160°C, there is no requirement for drilling deep cooling holes.
For further information www.2dcnc.co.uk





