When JVD Engineering realised that its subcontract EDM supplier was looking to wind down the business, ambitious business owner Matthew Abraham-Thomas spotted an opportunity and bought the company, bringing it under the JVD Engineering umbrella. As a manufacturer that continually invests in new technology, JVD soon spotted an opportunity to improve EDM productivity with the acquisition of a Mitsubishi MV2400S EDM machine from the Engineering Technology Group (ETG).
Founded in 1991, the Yorkshire-basedcompany, which occupies a 20,000sqft factory in Morley near Leeds, has been on a continuous investment run, turning the company from a manual machine shop to a full CNC facility since Abraham-Thomas acquired the business from the previous owner.
“When our EDM supplier announced they were closing their business, we stepped in to ensure continuity of EDM services for our customers,” he says.“It was a simple choice – either bring the work in-house by buying the company or lose the business from our existing customers.”
Continues Abraham-Thomas: “The business we bought had six ageing EDM machines and only three were fit for daily use. Although we incorporated three of these machines into our business, we also wanted to upgrade the technology. With all of the existing EDM machines supplied by the same vendor, we wanted to invest in the same brand and technology.”
However, this all changed when Eric Tollet from ETG introduced the Mitsubishi EDM machines to JVD Engineering.
“I’ve known Eric for years and we were adamant we were buying a different brand, but Eric persuaded us to look at Mitsubishi and have a demonstration with Scott Elsmere,” says Abraham-Thomas.“Scott demonstrated the Mitsubishi with passion, pride and unfathomable expertise. This was evident when he emphasised all of the positive points of the MV2400S. Not only did he highlight the positives, but without emphasising the technical shortcomings of other brands, Scott showed us where Mitsubishi won-out over its rivals. When we eventually had demonstrations from alternative vendors, the inadequacies of other brands compared to Mitsubishi were evident and our decision was made.”
The Mitsubishi MV2400S EDM machine arrived in August 2022 and the benefits for the 16-employee business have been significant. As a general subcontract machinist, JVD Engineering produces components for a wide variety of sectors from a diverse range of materials. While EDM currently remains a small element of turnover, it is essential for producing challenging features and complex components such as keyways with very tight tolerances on tool steels and other difficult-to-process materials. It is this continuous throughput of challenging parts that previously required subcontract EDM services and eventually led to the acquisition of an EDM business.
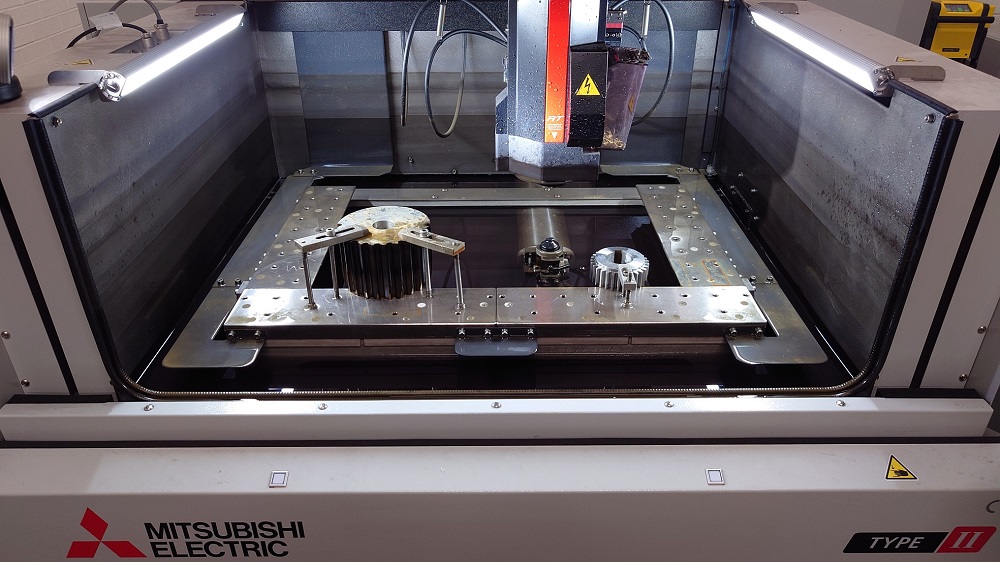
“The Mitsubishi is a large-bed machine that has a 300 mm Y axis compared to 150mm on our existing machines,” explains Abraham-Thomas.“We wanted this for processing larger parts and laying multiple components on the machine for simultaneous non-stop production. However, this larger footprint meant we had to remove two of our previous EDM machines to make space for the Mitsubishi MV2400S. As the previous machines didn’t have the Mitsubishi CNC control or auto-wire feeding, the MV2400S was instantly more productive than the two models it replaced. We kept one of the old machines to fall back on – but since the Mitsubishi arrived, we haven’t even turned it on.”
Although the previous machines may have been past their best years, the new Mitsubishi MV2400S is at least four times more productive than its predecessors.
“We recently completed one repeat order and the EDM running time was 38 hours, which is now less than 16 hours on the Mitsubishi,” states Abraham-Thomas.“While the cycle time on this part has been reduced by more than 60-70%, it is the non-cutting time that’s making a difference. Previously, we would have an operator paying constant attention to the machine and having to frequently re-thread the wire – losing valuable processing time and absorbing excessive man-hours. With the auto-wire feeding on the Mitsubishi, the part is set up to run, and we take a finished part off the machine with no intervention.”
Although the company has seen a drastic reduction in machining times, it is the non-cutting times that are paying huge dividends for JVD Engineering. With technology incorporated such as Mitsubishi’s Corehold, E-Packs and D-Cubes – EDM has never been so user-friendly.
Intuitive operation arrives courtesy of the large screen with modern gesture control that boosts comfort, while the configurable user interface allows free arrangement of the main functions during daily work. With step-by-step dialogue guidance, users are piloted through the entire process, from programming to the start of machining.
Visible ‘at a glance’ features include machining status, elapsed production times, state of maintenance and other data. During the preparation of pending machining tasks, support comes from overviews of the remaining wire, state of filter cartridges, deionisation resin and other parameters. This prevents outages caused by finite consumables or worn parts, optimising machine run times. The complete machine documents inclusive of maintenance instructions are also available with the aid of photos and 3D depictions.
Discussing the innovation behind the machine, Abraham-Thomas adds: “With the previous machines, we would have to enter all our cutting parameters manually, whereas with the Mitsubishi, we load a DXF file of the part into the machine, enter the material type, thickness and area we want to cut and the control system simulates the cutting path and ideal cutting parameters – it’s that easy. It’s remarkably quick and simple; and once the machine conducts a simulation, it gives an accurate cycle time, so we can quote our customers accurately. Providing a precise quote very rapidly gives our business more confidence and it has also seen us win more work from both new and existing customers.”
He adds: “The intuitive software gives us the running hours and expected lifecycle of all consumables, but more impressively it provides a lifecycle for machine components based on running hours for preventative maintenance purposes. It machines faster and smarter than any of our other machines and it uses less wire and has a lower power requirement– it really is an incredibly intelligent machine.
“The machine has a host of additional attributes that impress us daily. We recently had to produce a hydraulic valve guide with a 15° taper. The EDM work on this batch of four parts was previously subbed-out at £800 per component, as we couldn’t find many suitable suppliers. Now, we can do this work in-house on the Mitsubishi. The reduction in our subcontract costs is one reason why this machine is paying dividends to our business. We couldn’t be happier with the machine, its technology or the expert service and support from Scott and all the team at ETG.”
For further information www.engtechgroup.com