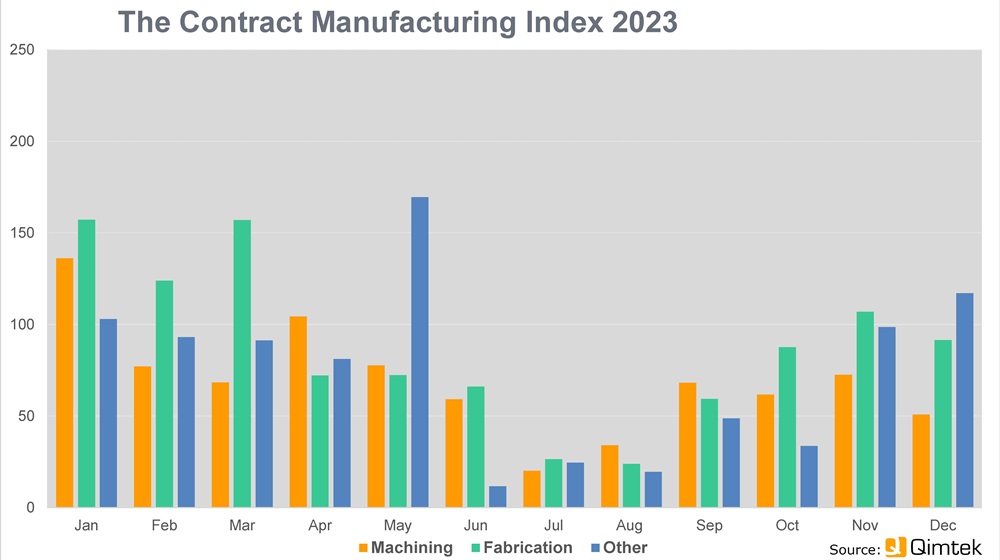
The latest Contract Manufacturing Index (CMI) shows that the UK market for subcontract manufacturing ended 2023 on a strong note, with the market up 106% compared to the previous three months. Overall, the market concluded 7.5% higher than at the end of 2022. Fabrication was the strongest area, up 160% on the previous quarter and 12% on the previous year. Growth in machining was less strong but still significant, up 51% on the previous quarter and 2.4% on 2022.
Sourcing specialist Qimtek produces the CMI, a reflection of the total purchasing budget for outsourced manufacturing of companies looking to place business in any given month. The CMI represents a sample of over 4000 companies that could be placing business, which together have a purchasing budget of more than £3.4bn, and a supplier base of over 7000 companies with a verified turnover in excess of £25bn.
For further information www.qimtek.co.uk