LMT says that one of its principal strengths is the custom design of complex tool solutions. Providing testimony to this statement is the company’s development of four-edged automatically adjustable tools that are said to provide maximum performance, precision, flexibility and process reliability.
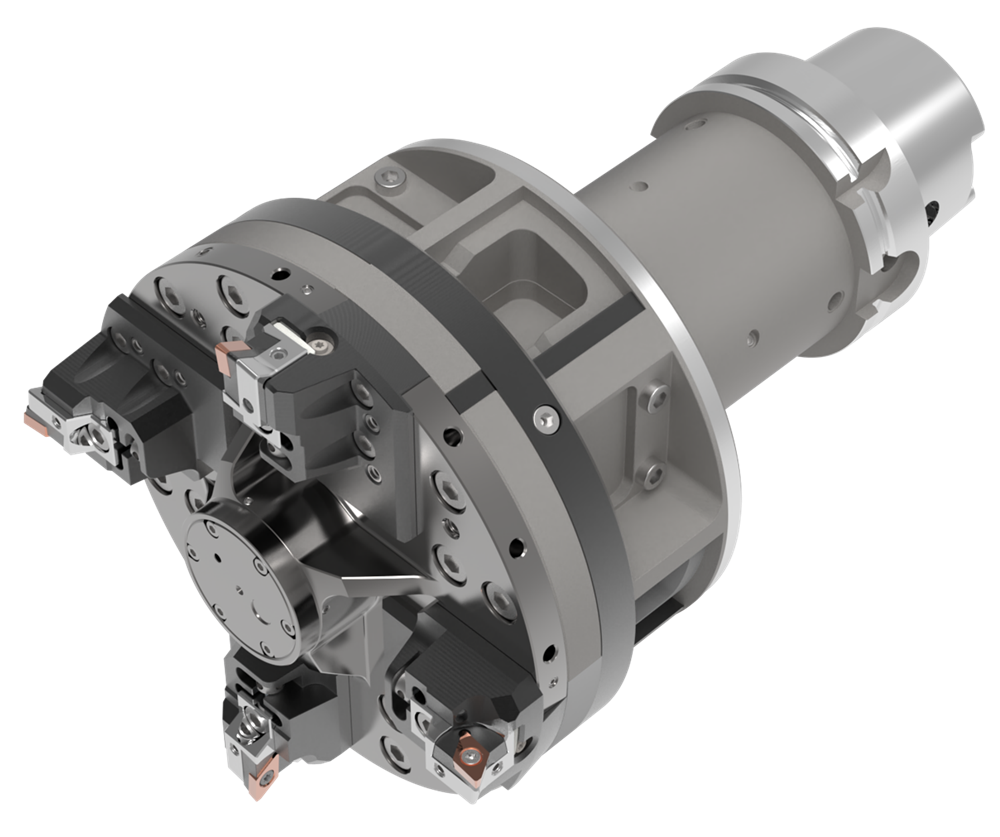
Automatically adjustable tools feature movable cutting edges that can be controlled via a drawbar in the tool and slides. They enable the machining of complex component geometries in a single clamping operation and primarily see use in the automotive industry.
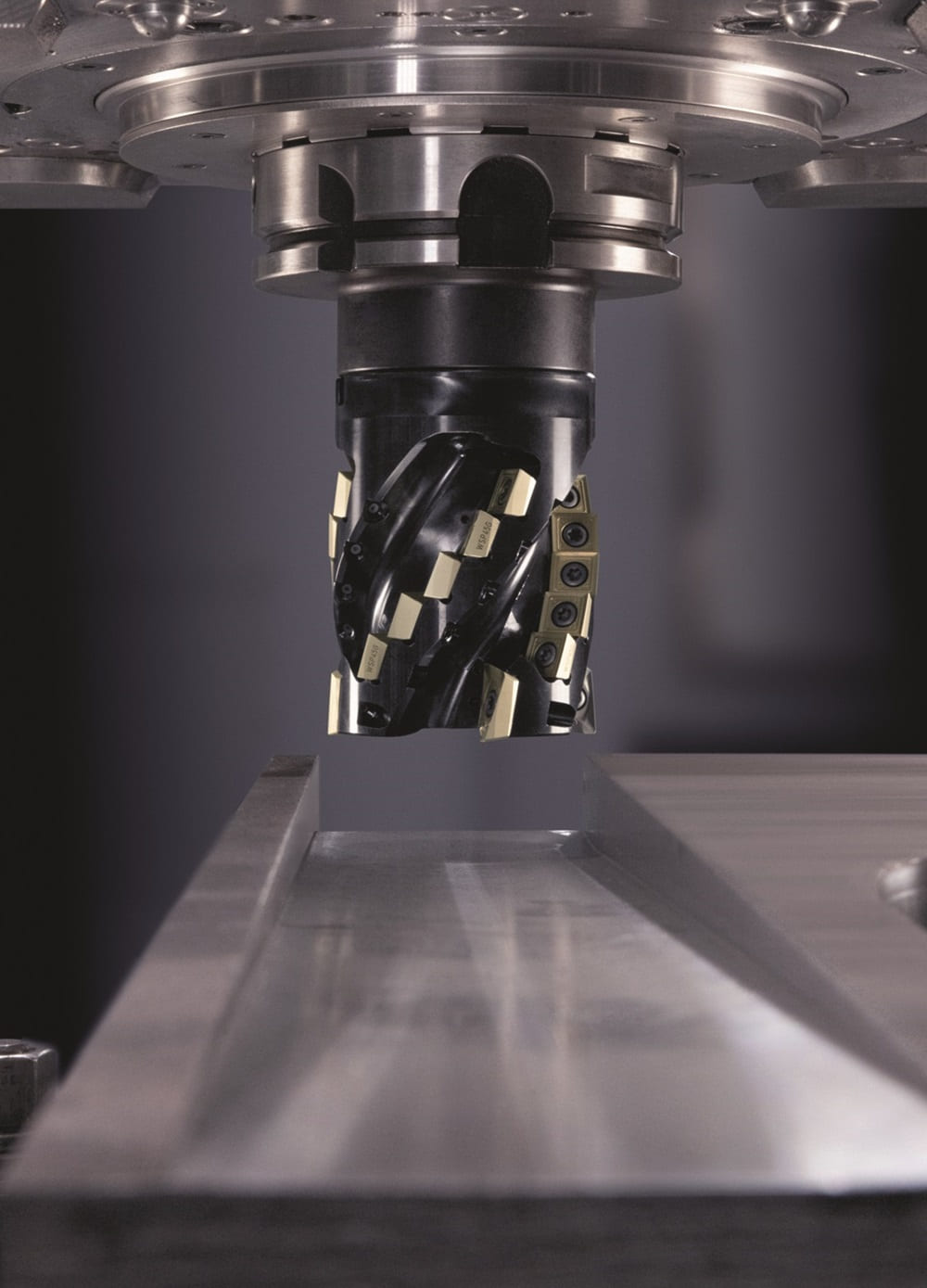
The tool system has four cutting edges, a stable, centrifugal force-resistant design and high-precision, complex tool/insert components, allowing high cutting speeds with high precision and surface quality. This capability leads to a reduction in cycle times, resulting in cost savings, reports LMT.
It is possible to adjust the four cutting edges continuously, highly accurately and evenly in the micron range (transmission ratio 1:4), ensuring the precise machining of a wide range of contours and diameters with just one tool. Controllable cutting edges also allow quick and easy tool wear compensation via the machining centre’s control. Manual adjustment is no longer necessary, reducing downtime and increasing productivity.
Depending on application conditions and the workpiece material, the cutters can employ indexable inserts with different cutting materials and geometries. For example, inserts with wiper geometry ensure the best surfaces, while PCD-tipped inserts guarantee maximum performance when machining engine components and aluminium housings.
Users can set three parameters on the clamping holder – diameter, length and angle -contributing to better surface finish. The four-edged automatically adjustable tools feature a central channel that directs the coolant specifically to each cutting edge, helping to optimise chip removal, increase productivity and maximise process reliability.More information www.lmt-tools.com