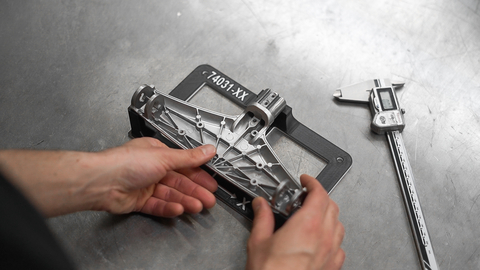
With the KFDF flat-element flange mandrel, Ringspann says it offers a compact precision clamping tool for optimising many turning, drilling, grinding, milling and balancing processes in gearbox construction, gear production and tool manufacturing. It scores with precise concentricity, a short clamping length and a standard clamping diameter of up to 375 mm, which can be extended to up to 560 mm by using alternative clamping elements. Its flat clamping body centres the workpiece and aligns it level.
The turning and drilling of steel coupling elements, the grinding of carbide rolling rollers, the milling of aluminium gearbox covers and the gear grinding of hollow shafts made of stainless steel are just a few applications examples of the KFDF flat element flange mandrel from Ringspann. They illustrate the versatility of this compact clamping fixture, whose domain is mechanical machining processes that place increased demands on precision. Apart from its concentricity of ≤0.01 mm, it ensures precise centring and a flat alignment of the clamped workpiece.
“The uneven deformation of workpieces – a common problem when using three-jaw chucks for example – can be ruled out with our KFDF thanks to complete 360° clamping,” says Christoph Schulz, product manager for clamping fixtures at Ringspann.
The KFDF is one of the group of purely mechanical precision clamping mandrels in the Ringspann portfolio and can be individually configured in the company’s one-stop web shop in all standard variants for executable clamping diameters from 120 to 375 mm. In addition, the manufacturer offers standardised flat elements that can be used to extend the clamping diameter up to 560 mm. Additional adaptations to different spindle connections, special workpieces or customer specifics are possible via adapted holders, assembly rings, intermediate flanges or spring accumulators.
More information www.ringspann.com